
门式起重机主梁制造工艺研究-陆锦枝.doc

qw****27


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

门式起重机主梁制造工艺研究-陆锦枝.doc
门式起重机主梁焊接工艺研究新上铁上海修造分公司陆锦枝摘要:上海修造分公司今年承接了多台门式起重机的制造任务后,通过对主梁主材Q235B钢的材料化学分析、焊接要求分析后,初步确定焊接方法和焊接材料,制定了焊接工艺评定方案,按焊接工艺评定要求进行力学试验,根据试验结果制定了详细的焊接加工工艺并制作样品进行承载试验,试验结果证明焊接工艺可行。关键词:门式起重机主梁焊接工艺研究一、问题的提出今年新上铁修造分公司承接多台门式起重机的制造任务,按照门式起重机的设计要求,一般门式起重机的主梁使用的主要材料为Q235B,
起重机主梁制造改造的方法.pdf
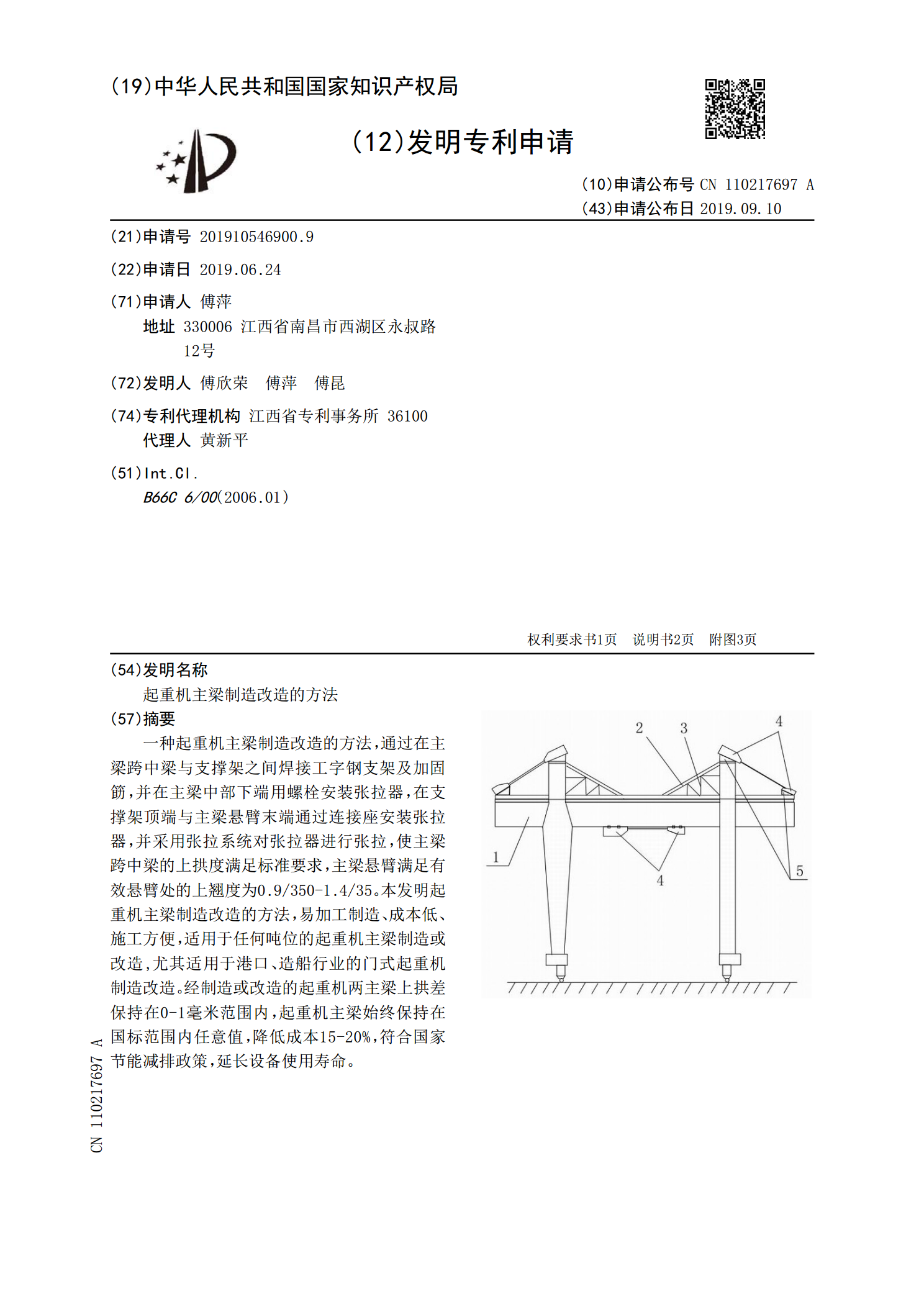
一种起重机主梁制造改造的方法,通过在主梁跨中梁与支撑架之间焊接工字钢支架及加固筯,并在主梁中部下端用螺栓安装张拉器,在支撑架顶端与主梁悬臂末端通过连接座安装张拉器,并采用张拉系统对张拉器进行张拉,使主梁跨中梁的上拱度满足标准要求,主梁悬臂满足有效悬臂处的上翘度为0.9/350‑1.4/35。本发明起重机主梁制造改造的方法,易加工制造、成本低、施工方便,适用于任何吨位的起重机主梁制造或改造,尤其适用于港口、造船行业的门式起重机制造改造。经制造或改造的起重机两主梁上拱差保持在0‑1毫米范围内,起重机主梁始终保

门式起重机主梁力学分析及新型结构研究的开题报告.docx
门式起重机主梁力学分析及新型结构研究的开题报告1.研究的背景及意义门式起重机是一种广泛应用于工业、港口、仓库等领域的大型起重设备,其主梁结构是承载和传递载荷的关键部件。随着生产和工程需求的不断增加,对门式起重机主梁的性能要求也越来越高,如提高载荷能力、降低自重、提高工作效率等,在设计和研究门式起重机主梁结构中需加强对其力学特性的研究和分析。本研究旨在通过力学分析及结构优化设计,探讨并改进现有门式起重机主梁结构,提高其性能和使用寿命,为其在工业生产、物流仓储等领域的广泛应用提供技术支持和参考。2.研究内容及
起重机主梁制造或改造的方法.pdf
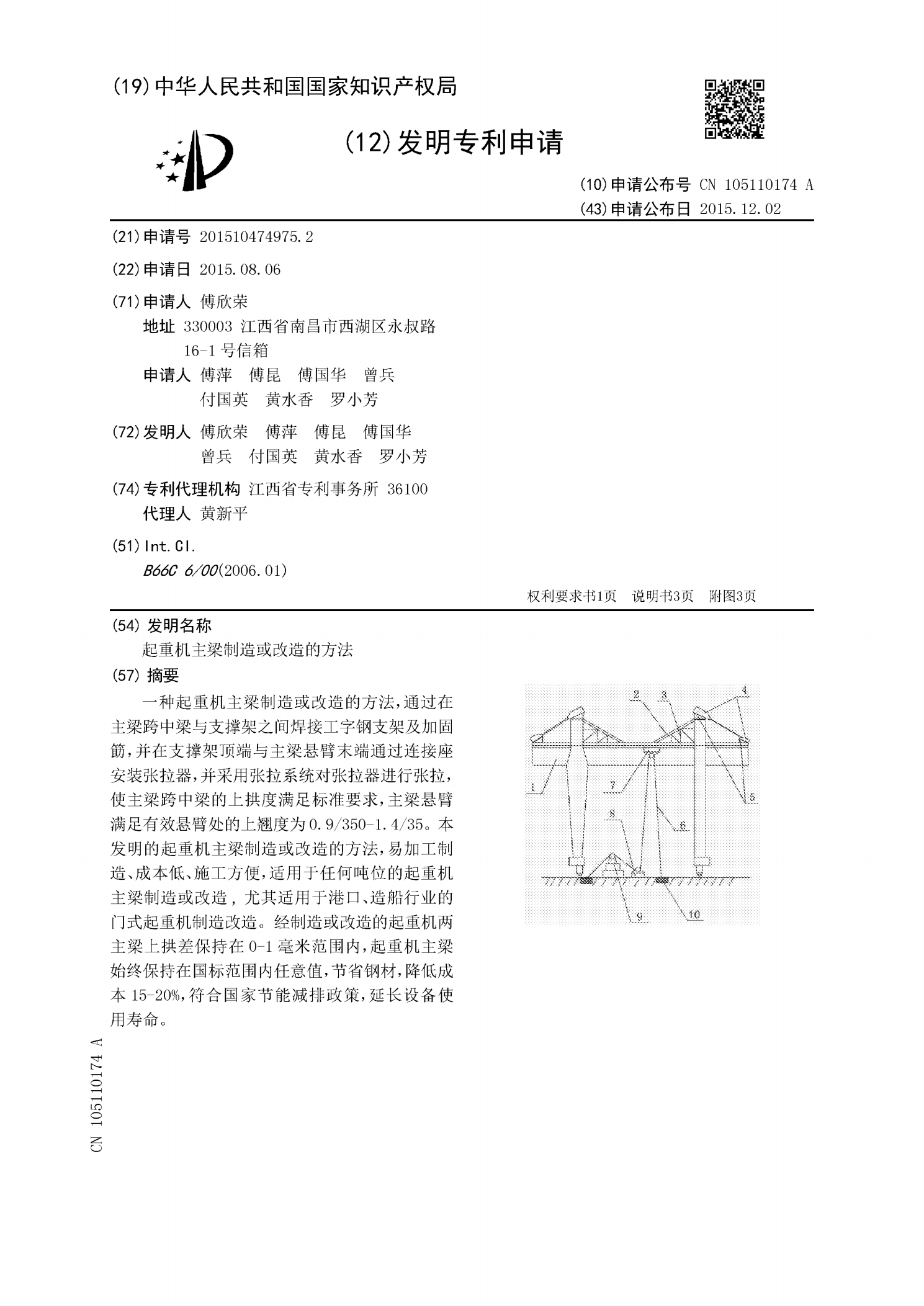
一种起重机主梁制造或改造的方法,通过在主梁跨中梁与支撑架之间焊接工字钢支架及加固筯,并在支撑架顶端与主梁悬臂末端通过连接座安装张拉器,并采用张拉系统对张拉器进行张拉,使主梁跨中梁的上拱度满足标准要求,主梁悬臂满足有效悬臂处的上翘度为0.9/350-1.4/35。本发明的起重机主梁制造或改造的方法,易加工制造、成本低、施工方便,适用于任何吨位的起重机主梁制造或改造,尤其适用于港口、造船行业的门式起重机制造改造。经制造或改造的起重机两主梁上拱差保持在0-1毫米范围内,起重机主梁始终保持在国标范围内任意值,节省
焊接轨道式起重机主梁.pdf
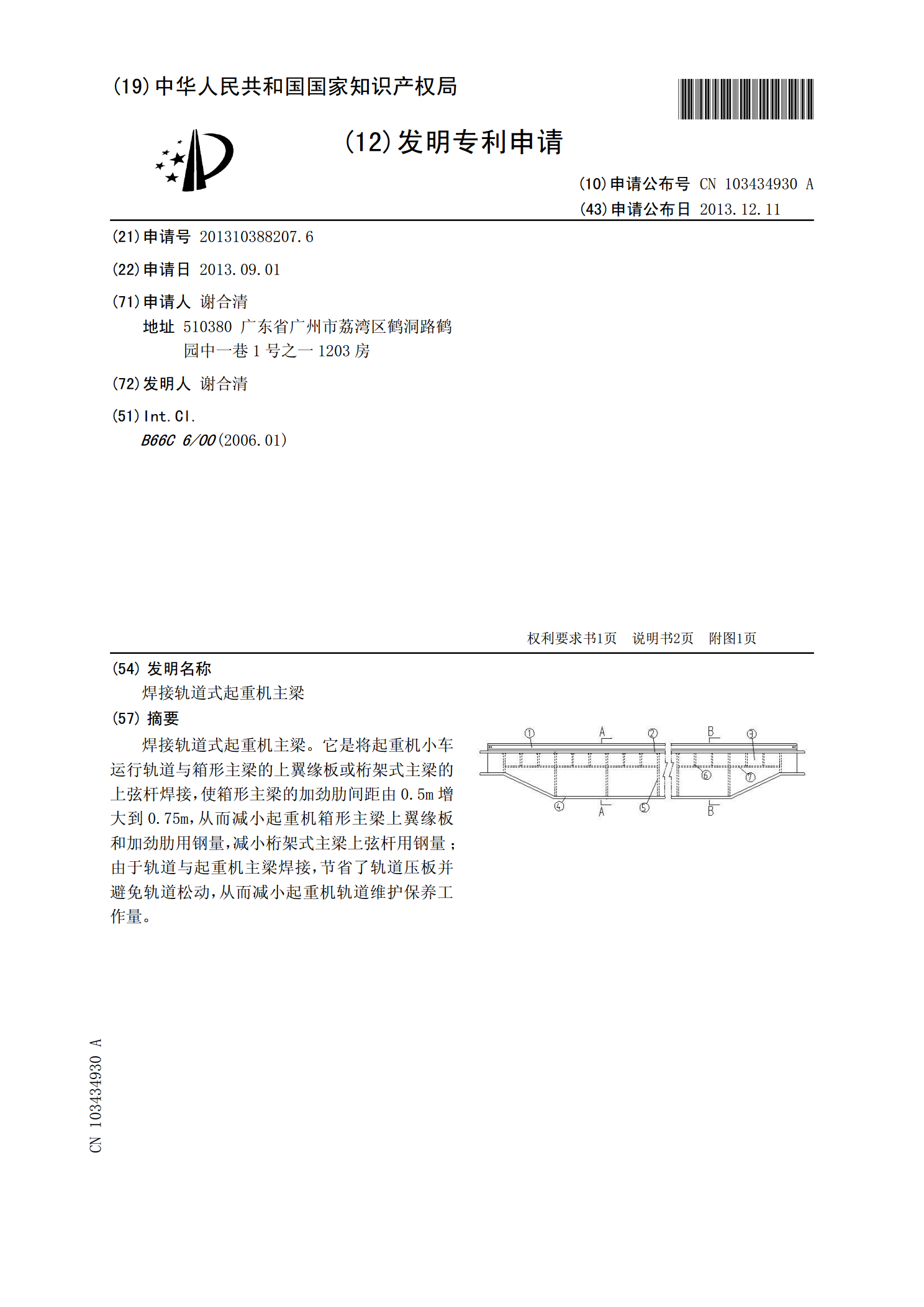
焊接轨道式起重机主梁。它是将起重机小车运行轨道与箱形主梁的上翼缘板或桁架式主梁的上弦杆焊接,使箱形主梁的加劲肋间距由0.5m增大到0.75m,从而减小起重机箱形主梁上翼缘板和加劲肋用钢量,减小桁架式主梁上弦杆用钢量;由于轨道与起重机主梁焊接,节省了轨道压板并避免轨道松动,从而减小起重机轨道维护保养工作量。