
一种金属丝材焊接方法.pdf

是秋****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种金属丝材焊接方法.pdf
一种金属丝材焊接方法,涉及金属丝材焊接技术领域,所采用的技术方案包括S1,利用连接件附着在多支丝材待焊接部位的表面,将多个焊接部位连接、定位,增加待焊接部位的表面积;S2,在待焊接部位添加焊料;S3,可控地加热待焊接部位,使焊料融化后将全部或部分连接件和连接件附近的丝材以及连接件与丝材之间的间隙覆盖,焊接完成。本发明加强了焊接的连接强度,能够有效防止因焊点热影响形成的脆断,对于镍钛等焊接困难的材料也能牢固地连接。

一种靶材焊接方法.pdf
本发明实施例公开了一种靶材焊接方法,包括:在靶材和/或背板的焊接面上放置适量的焊料,并将焊料加热至熔化;在所述背板的焊接面放置多根金属丝,以支撑所述靶材;将所述靶材的焊接面与所述背板的焊接面相接触;对所述焊料进行冷却,以完成所述靶材与背板的焊接。本发明实施例通过在靶材和背板之间设置多根金属丝,使得靶材和背板间具有与金属丝的直径相同宽度的缝隙,从而为熔融的焊料提供了容纳的空间,因此当靶材与背板接触并加压时,流动的焊料不会因受挤压而溢出,避免了焊接面焊料的不足,因此,也不必为了在靶材与背板间保留足够的焊料而提
一种靶材组件的焊接结构及焊接方法.pdf
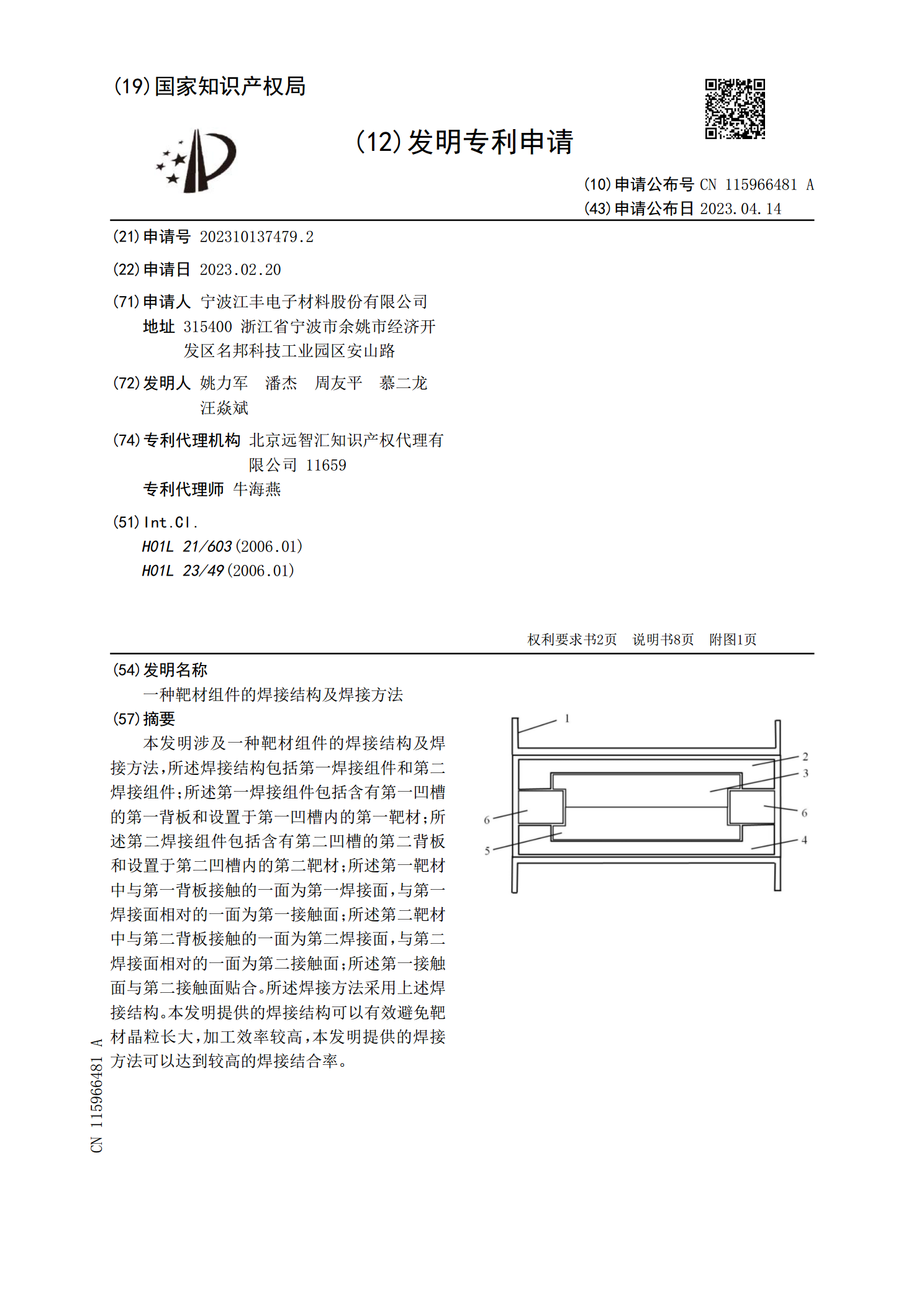
本发明涉及一种靶材组件的焊接结构及焊接方法,所述焊接结构包括第一焊接组件和第二焊接组件;所述第一焊接组件包括含有第一凹槽的第一背板和设置于第一凹槽内的第一靶材;所述第二焊接组件包括含有第二凹槽的第二背板和设置于第二凹槽内的第二靶材;所述第一靶材中与第一背板接触的一面为第一焊接面,与第一焊接面相对的一面为第一接触面;所述第二靶材中与第二背板接触的一面为第二焊接面,与第二焊接面相对的一面为第二接触面;所述第一接触面与第二接触面贴合。所述焊接方法采用上述焊接结构。本发明提供的焊接结构可以有效避免靶材晶粒长大,加

一种靶材与背板的焊接结构及焊接方法.pdf
本发明公开了一种靶材与背板的焊接方法,包括以下步骤:提供靶材与背板,背板具有凹槽,凹槽的焊接面为螺旋沟槽结构;对靶材和背板进行激光清洗;将靶材放入背板的凹槽内并整体置于包套内整体置于包套内,对包套进行密封及真空处理;将抽真空后的包套进行热等静压处理,将靶材和背板进行焊接;焊接完成后,包套随炉冷却;冷却后去除包套以获得铝靶材组件。通过激光清洗,有效地清除材料表面可溶性杂质与氧化物层,实现靶材与背板直接接触并进行原子间的相互扩散。

一种复合金属丝材的制备方法.pdf
本发明公开了一种复合金属丝材的制备方法,所述制备方法包括如下步骤:(1)提供一根主体金属丝,和至少一根客体金属丝;(2)在主体金属丝上纵向加工与客体金属丝相配合的U型槽;(3)将客体金属丝嵌入对应的U型槽内;(4)收拢主体金属丝的U型槽槽口。与现有技术相比,本发明可以避免复合金属丝材内部空气腔和断层的问题,确保丝材的成分比例与均匀性,显著降低成分实际值与设计值的偏差。