
用于钛-钢焊缝高熵化的药芯焊丝及其制备方法.pdf

书生****ma

1/9
2/9
3/9
4/9
5/9
6/9
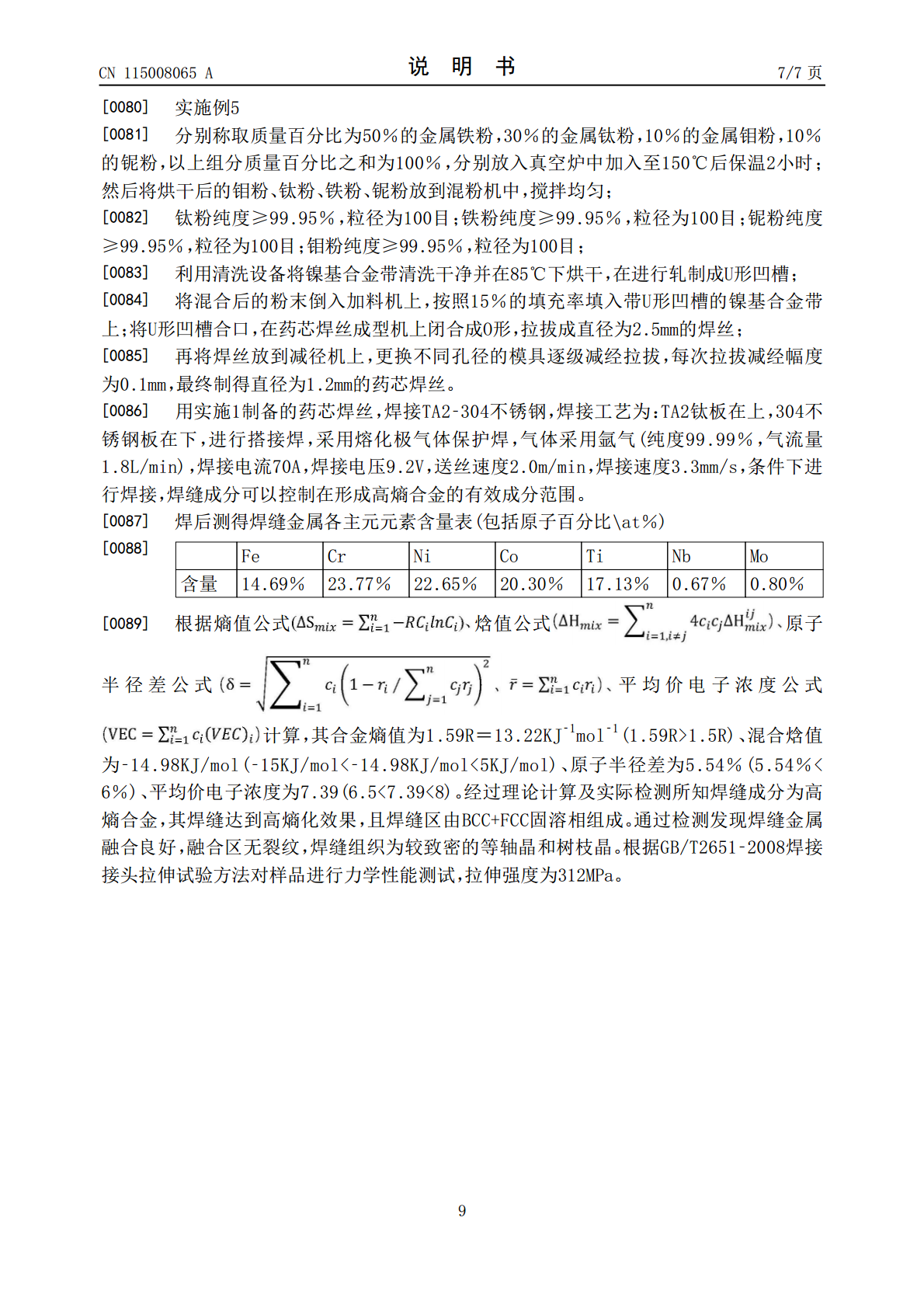
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于钛-钢焊缝高熵化的药芯焊丝及其制备方法.pdf
用于钛‑钢焊缝高熵化的药芯焊丝及其制备方法,属于焊接技术领域。包括药芯和外皮;药芯按质量百分比由以下组分组成:钛粉10~30%,铁粉10~50%,铌粉10~50%,钼粉10~30%,以上组分质量百分比之和为100%;外皮选用Ni‑Cr‑Co系镍基合金带,其主要成分为:Co含量27%~33%,Cr含量26%~30%,Fe含量2.5%~3.5%,Ni余量;药芯的包覆率为15%。进行钛‑钢异种金属熔化焊接,焊缝金属的化学成分处在高熵合金的主元范围内,焊缝处的结构组织趋向形成简单的BCC+FCC固溶相,实现焊缝的
高合金钢耐磨药芯焊丝及其制备方法.pdf
本发明涉及一种高合金钢耐磨药芯焊丝及其制备方法,其特征在于,由药芯和包裹药芯的低碳钢钢带组成,所述药芯占高合金钢耐磨药芯焊丝总重量的12‑20%,所述药芯包含以下质量百分比的组分:二氧化钛粉5‑10%、碳化铌粉4‑8%、铝粉2‑5%、铬粉2‑4%、复合氟化物1‑3%、钼铁粉0.5‑2%、钒铁粉0.5‑2%、硼化碳粉0.5‑2%、氮化铌0.5‑2%、稀土硅铁粉0.2‑1%、石墨0.2‑0.5%、余量为铁粉,以上组分质量百分比之和为100%。本发明高合金钢耐磨药芯焊丝具有易脱渣、电弧稳定,焊缝组织具有优异的耐

基于焊缝金属高熵化的钛钢焊材设计与制备.docx
基于焊缝金属高熵化的钛钢焊材设计与制备摘要:钛合金广泛应用于航空航天、汽车制造、人造器官等高端领域,而焊接技术是制造中常用且必不可少的加工工艺。本文通过将基于金属高熵化的焊接技术应用于钛钢焊材设计与制备中,以提高焊接强度和耐腐蚀性能,为钛合金的广泛应用提供了有效技术支持。关键词:金属高熵合金,焊接,钛钢焊材,耐腐蚀性能1.引言钛合金因其高强度、轻质、耐腐蚀性能良好等优点,在航空航天、汽车制造、人造器官等领域得到了广泛应用。尤其在航空航天领域中,钛合金已成为代替钢的重要材料。因此,对钛合金的焊接技术研究已成
高熵合金粉芯焊丝及其电弧熔覆制备高熵合金涂层的方法.pdf
本发明提供一种高熵合金粉芯焊丝及其电弧熔覆制备高熵合金涂层的方法,属于高熵合金领域,焊丝包括有304不锈钢带的钢制外皮和粉末质量比为:1.4:1:0.6:0.6:0.36:0.04的Fe、Cr、Ni、Mn、Cu、Si的粉芯,Fe元素含量较多减少焊丝拉拔难度,达到焊丝生产要求,Fe元素主要分布于基体中,不影响固溶体相和微观结构;Cr、Ni、Mn元素为组元且比重较高且均匀可以形成固溶体,增强塑性和抗氧性;Cu元素有利于形成FCC相,偏聚于晶间区域,以球形纳米相析出,提高涂层整体性能;微量的Si元素增加涂层的压
一种药芯材料和含该药芯材料的不锈钢焊丝及焊丝的制备方法.pdf
本发明提供了一种药芯材料和含该药芯材料的不锈钢焊丝及焊丝的制备方法,具体涉及焊丝技术领域,其包括以下质量份数的原料:金红石5~10份、还原铁粉20~30份、微碳铬铁15~20份、金属铬10~15份、锆英砂10~20份、金属锰3~6份、镍粉6~12份、长石3~6份、冰晶石0.5~2份、氟硅酸钾0.1~0.5份、氟化稀土0.1~0.6份,以及基于所述药芯材料总质量0.1~0.3%的特氟龙。本发明的不锈钢焊丝的焊接效率高,焊缝光亮美观,熔敷金属无气孔砂眼,焊缝表面脱渣容易,熔敷金属具有良好的强度及防腐性能。