
一种前锥及管系加工工艺.pdf

小琛****82

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种前锥及管系加工工艺.pdf
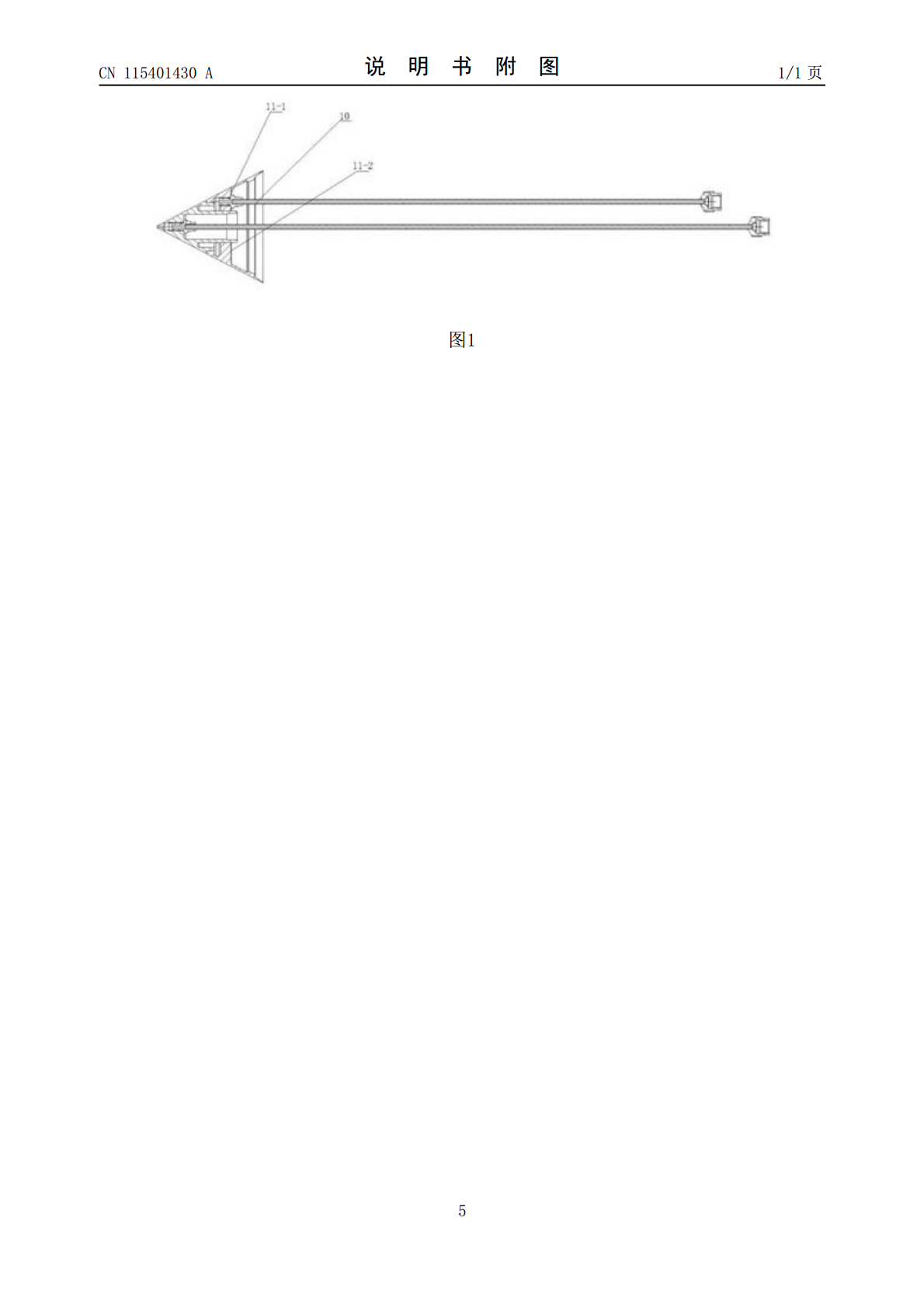
本发明提供一种前锥及管系加工工艺,其能有效保证产品其精度和整体光洁度都符合质量要求,从而保证了后续产品的整体质量,本发明同时还提供了一种试验装置,其特征在于:其包括组装,表面处理,焊接,试验,清洗,检验工艺,装配工艺包括对管系弯管、校形,之后与前进行装配连接,表面处理工艺包括将锥体与管系待焊接部分进行连接酸洗、之后进行表面镀镍处理,焊接工艺包括将弯管与锥体进行焊接连接,然后对焊接部位进行内窥和探伤检测,试验工艺包括通过试验装置对弯管与锥体焊接后的整体进行管系防漏和耐压实验,清洗工艺包括对产品进行清洗,检验
船舶管系加工工艺.ppt
项目三船舶管系加工工艺项目3.1自制附件的制作与安装通舱管件和座板1.法兰连接钢通舱管件(1)直通式通舱管件(2)直角式通舱管件2.螺纹连接通舱管件二、座板1.法兰连接座板.(2)法兰焊接双面座板2.螺纹座板管子支架1.夹马支架安装注意事项2.U型支架3.多联支架4.管子支架在船上的安装位置马鞍和虾壳管的制作2.斜马鞍二、虾壳管的制作制作工艺步骤如下:项目3.2管子加工工艺管子的切割管子的焊接(3)半焊法兰焊缝的结尾:焊接结束时,停止焊条沿焊接方向移动,稍停片刻慢慢地拉断电弧,也可以回焊一点引弧,直至弧坑

管系加工及安装工艺.doc
渔政船管系加工及安装工艺编制:审核:福安市东明船舶修造有限公司2011年3月一、引言⒈本工艺作为25.6米渔政船管系加工及安装之依据(除有具体要求的专用工艺或特殊说明外,均可按本工艺实施)。⒉本文件引用标准:CB/T4000-2005《中国造船质量标准》CB*/Z335-84《船用管子加工通用技术条件》CB*3093-81《弯管技术要求》CB*/Z345-85《船舶管系布置和安装通用技术条件》CB/T3619-94《船舶系统和动力管路安装及密性试验质量要求》CB/T3760-1996《钢管、铜管、铝管的化
一种椭锥管拉拔工艺.pdf
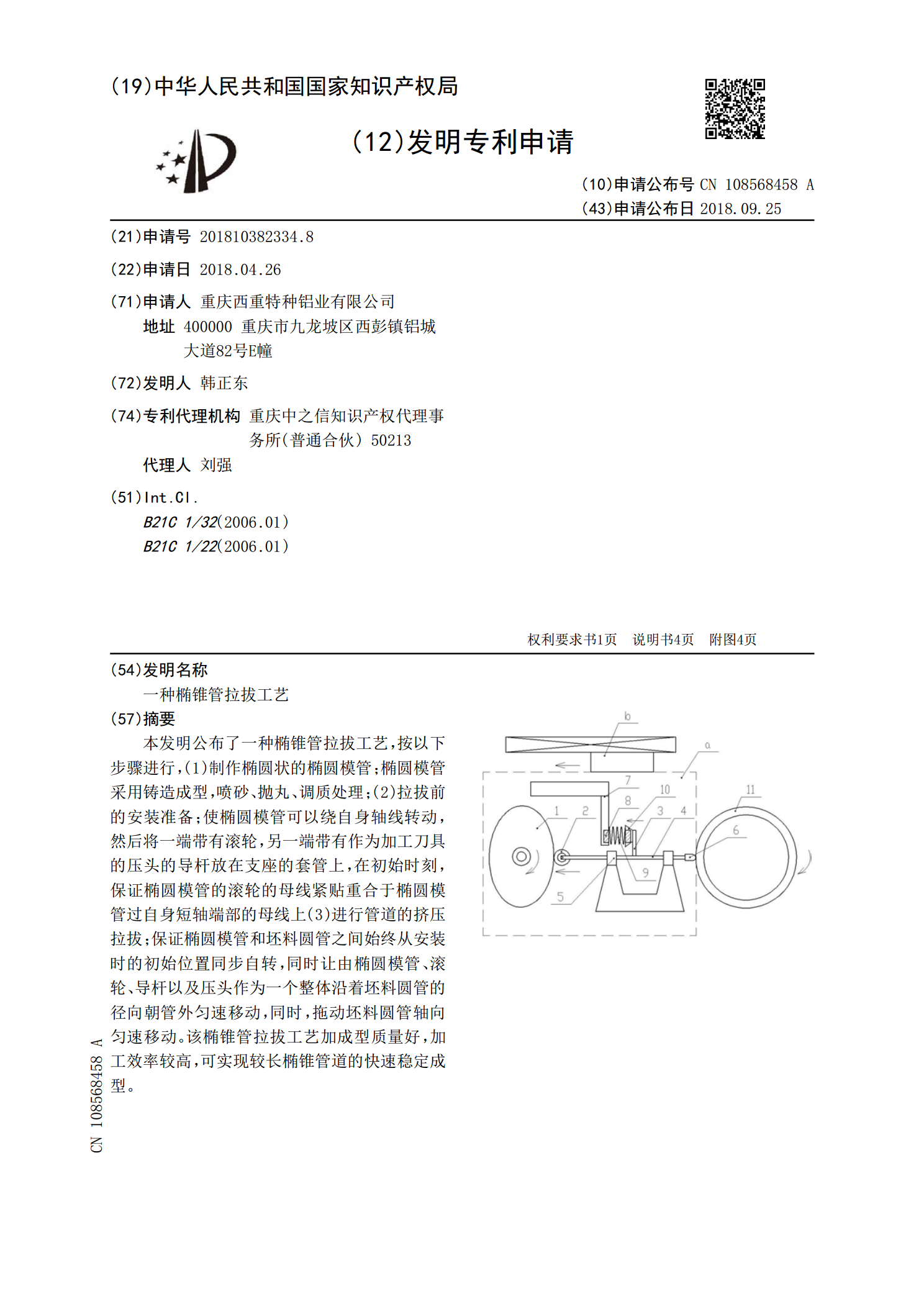
本发明公布了一种椭锥管拉拔工艺,按以下步骤进行,(1)制作椭圆状的椭圆模管;椭圆模管采用铸造成型,喷砂、抛丸、调质处理;(2)拉拔前的安装准备;使椭圆模管可以绕自身轴线转动,然后将一端带有滚轮,另一端带有作为加工刀具的压头的导杆放在支座的套管上,在初始时刻,保证椭圆模管的滚轮的母线紧贴重合于椭圆模管过自身短轴端部的母线上(3)进行管道的挤压拉拔;保证椭圆模管和坯料圆管之间始终从安装时的初始位置同步自转,同时让由椭圆模管、滚轮、导杆以及压头作为一个整体沿着坯料圆管的径向朝管外匀速移动,同时,拖动坯料圆管轴向
一种螺旋锥齿轮加工工艺.pdf
本发明公开了一种螺旋锥齿轮加工工艺,包括步骤:1)制坯、锻坯;2)轮坯及安装连接部位的粗、精加工;3)切齿;4)热处理;5)安装连接部位的精加工;6)研齿;7)磷化;8)光整加工;9)配对;磷化层有利于齿轮副在跑合期防止早期剧烈磨损,磷化后的齿轮美观、防腐。