
一种镍基高温合金摇臂生产用熔模铸造方法.pdf

梅雪****67

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镍基高温合金摇臂生产用熔模铸造方法.pdf
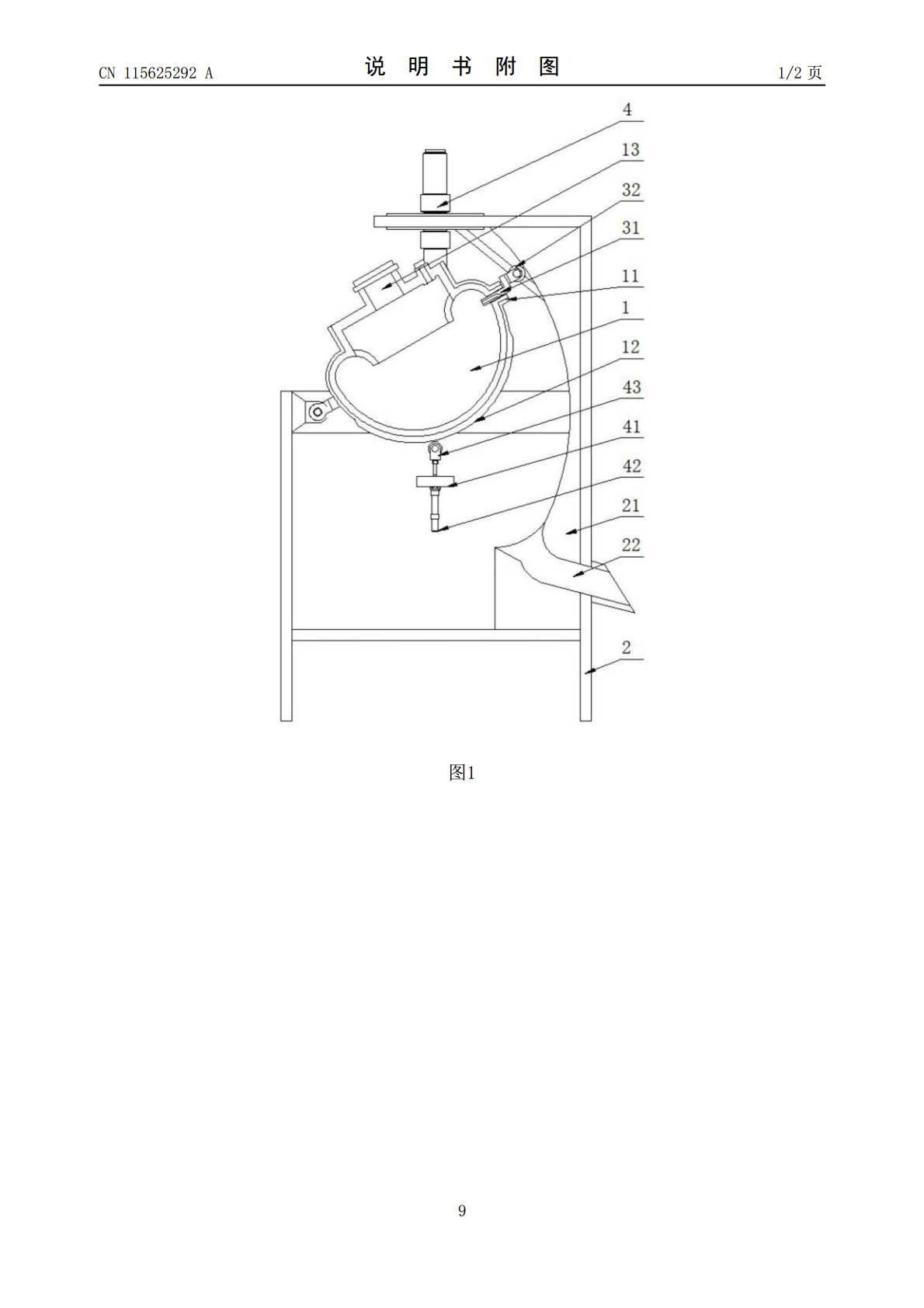
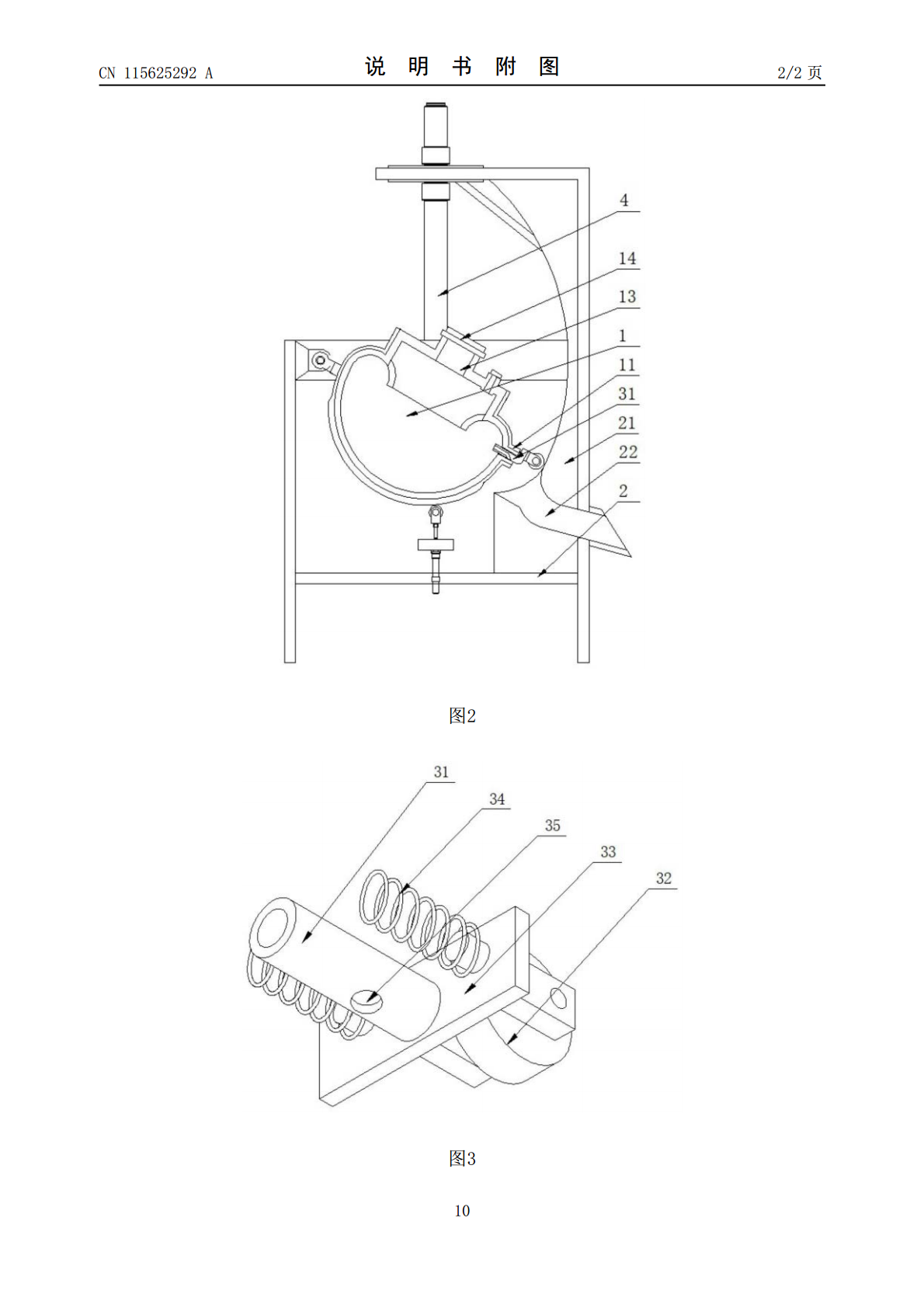
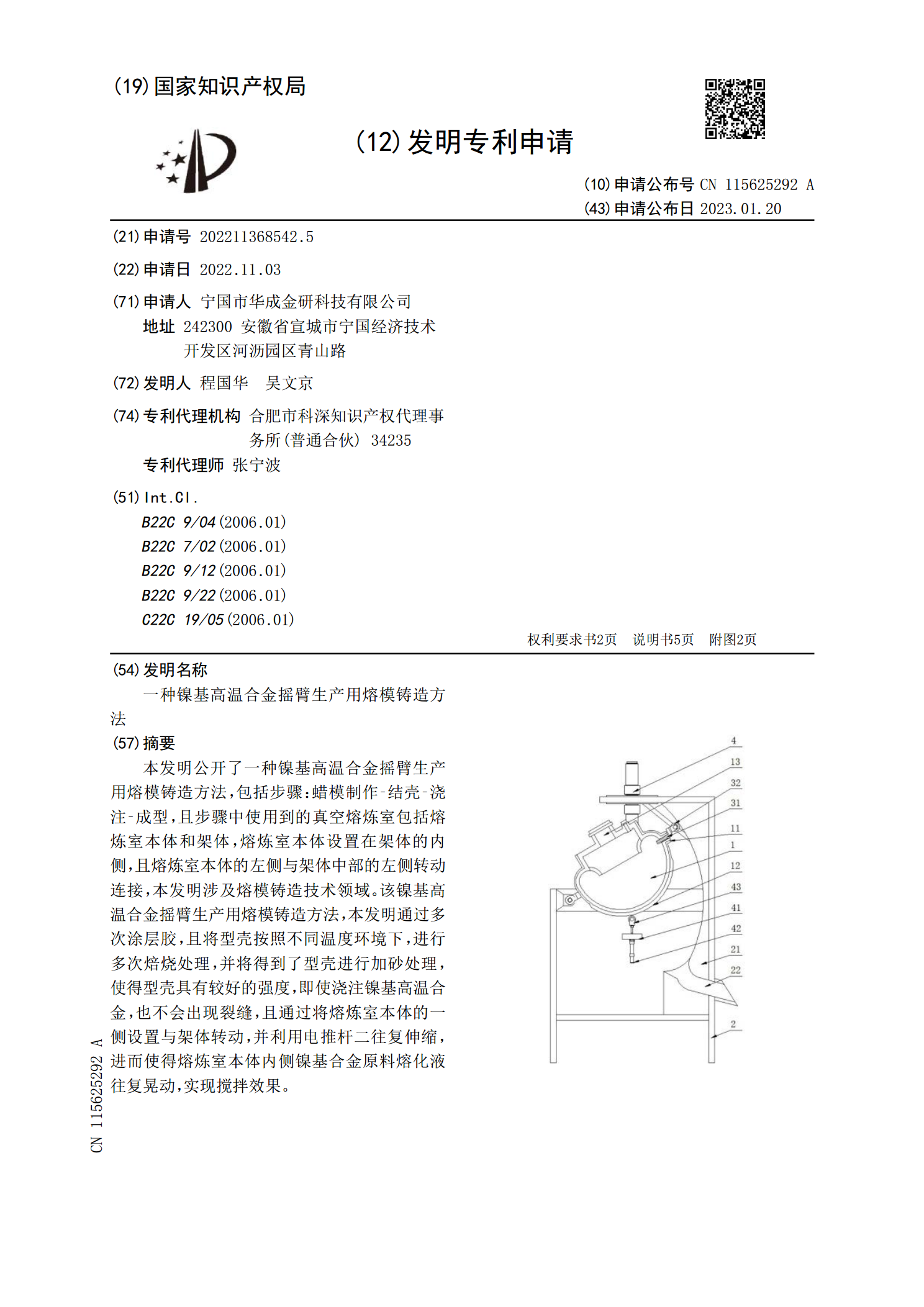
本发明公开了一种镍基高温合金摇臂生产用熔模铸造方法,包括步骤:蜡模制作‑结壳‑浇注‑成型,且步骤中使用到的真空熔炼室包括熔炼室本体和架体,熔炼室本体设置在架体的内侧,且熔炼室本体的左侧与架体中部的左侧转动连接,本发明涉及熔模铸造技术领域。该镍基高温合金摇臂生产用熔模铸造方法,本发明通过多次涂层胶,且将型壳按照不同温度环境下,进行多次焙烧处理,并将得到了型壳进行加砂处理,使得型壳具有较好的强度,即使浇注镍基高温合金,也不会出现裂缝,且通过将熔炼室本体的一侧设置与架体转动,并利用电推杆二往复伸缩,进而使得熔炼

镍基高温合金叶片熔模铸造工艺的数值模拟.docx
镍基高温合金叶片熔模铸造工艺的数值模拟镍基高温合金叶片熔模铸造工艺的数值模拟摘要:随着航空航天行业对高温合金叶片的需求不断增加,熔模铸造工艺作为制造高温合金叶片的一种重要方法逐渐受到关注。本论文以镍基高温合金叶片熔模铸造工艺为研究对象,利用数值模拟方法对其进行分析和优化。通过建立数学模型和运用计算流体力学模拟技术,研究了熔模铸造中的温度场分布、凝固过程以及缺陷形成等关键问题。研究结果表明,数值模拟方法是研究镍基高温合金叶片熔模铸造工艺的一种有效手段,可用于预测工艺参数对叶片质量的影响,进一步优化工艺参数,
一种镍基高温合金的制备方法.pdf
本发明属于合金材料技术领域,具体涉及一种镍基高温合金的制备方法,包括如下具体步骤:(1)按比例准备好原料,其中Cr和部分Ni以镍铬中间合金的形式准备;(2)将除Ti、Cr和部分Ni以外的其他原料加入到真空感应炉内熔炼,熔炼过程中,从钢包底部吹入氩气进行脱气和搅拌,全部熔融后,从钢包顶部吹入氧气脱碳;(3)包顶吹氧5‑10min后,加入Ti和镍铬中间合金,使之熔融分散,待钢包内碳含量降低至所需C含量以下时,停止包顶吹氧,改为钢顶吹氩,包底部继续吹氩,保持10‑20min;(4)向钢包中加入硅铁、铝块脱氧,并
一种镍基高温合金脱氧的方法.pdf
本发明公开了一种镍基高温合金脱氧的方法,该方法包括:精选冶炼原材料;采用ZG‑0.025型真空感应熔炼炉熔炼Inconel690合金铸锭,其工艺参数为:抽真空至0.01Pa,10~15kW:10~20min;20~25kW直到熔化;真空度≤0.1Pa,精炼10min,电磁搅拌;真空下降低功率至5kW冷冻放气,再升温,反复2‑3次;高真空充入高纯氩气,调整温度,加入脱氧元素稀土镧和镁,电磁搅拌后加入微合金化元素硅、铝、钛、铌和钼及易挥发元素锰,电磁搅拌;降低功率,浇注,冷却取出铸锭,切除冒口。本发明得到的铸
一种镍基高温合金脱硫的方法.pdf
本发明公开了一种镍基高温合金脱硫的方法,该方法包括:精选冶炼原材料;采用ZG‑0.025型真空感应熔炼炉熔炼Inconel690合金铸锭,其工艺参数为:抽真空至0.01Pa,10~15kW:10~20min;20~25kW直到熔化;真空度≤0.1Pa,精炼20min,电磁搅拌;高真空下充入高纯氩气,调整温度,加入元素铝、硅、钛、铌和钼及易挥发元素锰进行微合金化和脱氧,电磁搅拌;降低功率,浇注,冷却取出铸锭,切除冒口。本发明得到的镍基高温合金内部组织致密、化学成分均匀、无缩孔和缩松,铸锭硫含量≤5ppm。