
金属切削机床设计 第2章 机床的运动分析.ppt

kp****93

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
金属切削机床设计 第2章 机床的运动分析.ppt
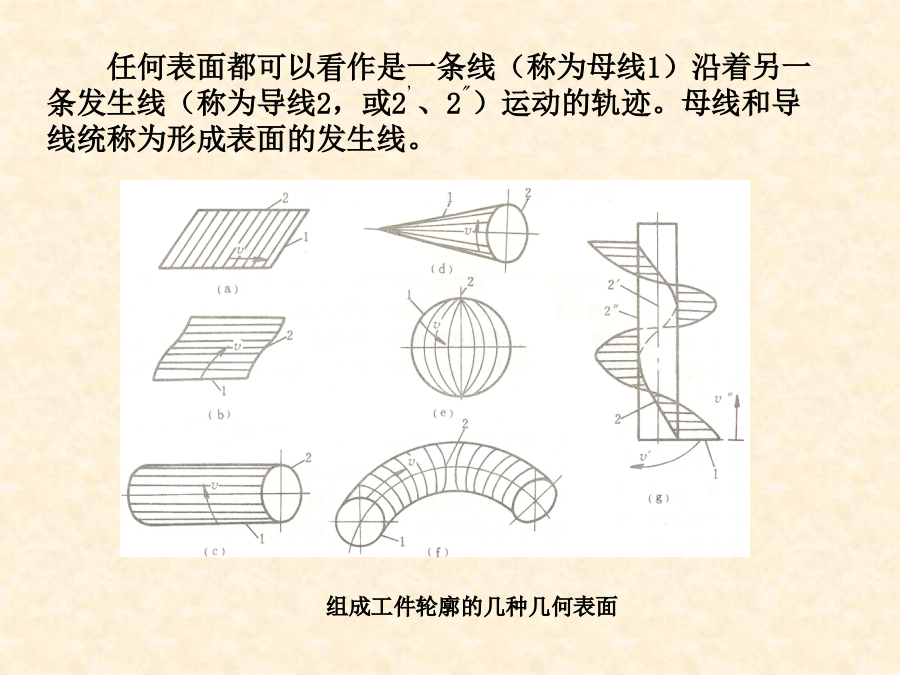
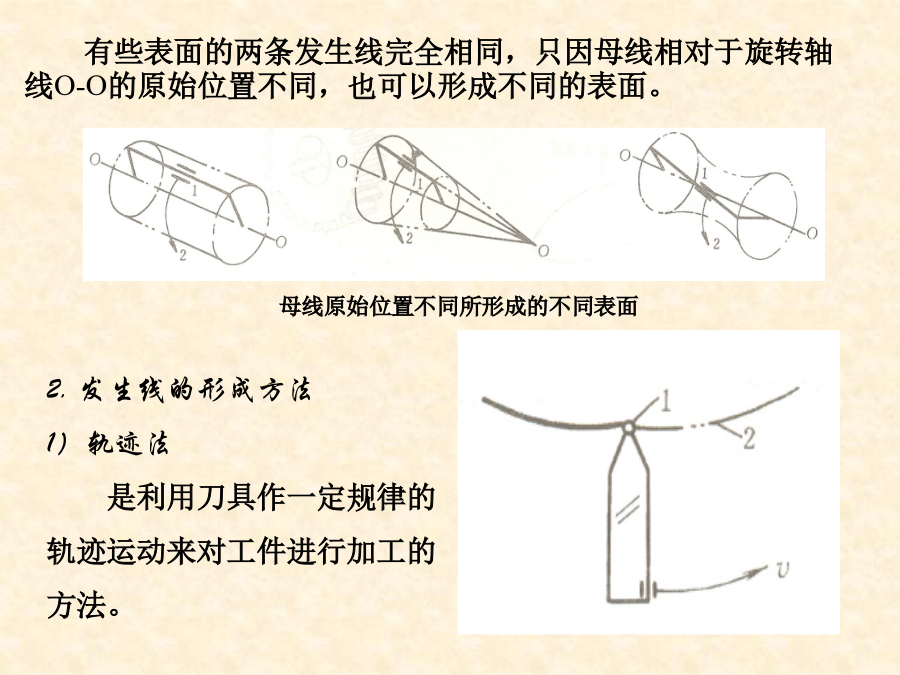
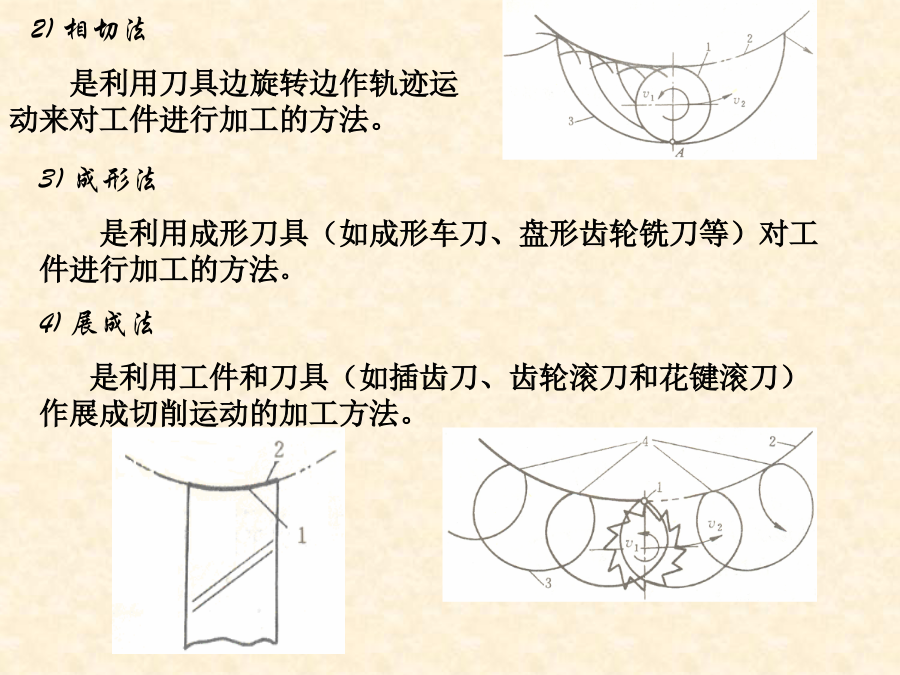
第二章机床的运动分析任何表面都可以看作是一条线(称为母线1)沿着另一条发生线(称为导线2,或2'、2")运动的轨迹。母线和导线统称为形成表面的发生线。有些表面的两条发生线完全相同,只因母线相对于旋转轴线O-O的原始位置不同,也可以形成不同的表面。2)相切法是利用刀具边旋转边作轨迹运动来对工件进行加工的方法。二、工件表面的成形运动1.成形运动的种类1)简单成形运动如果一个独立的成形运动是由单独的旋转运动或直线运动构成,则称此成形运动为简单成形运动,简称简单运动。2)复合成形运动如果一个独立的成形运动,是由两
金属切削机床机床的运动分析.ppt
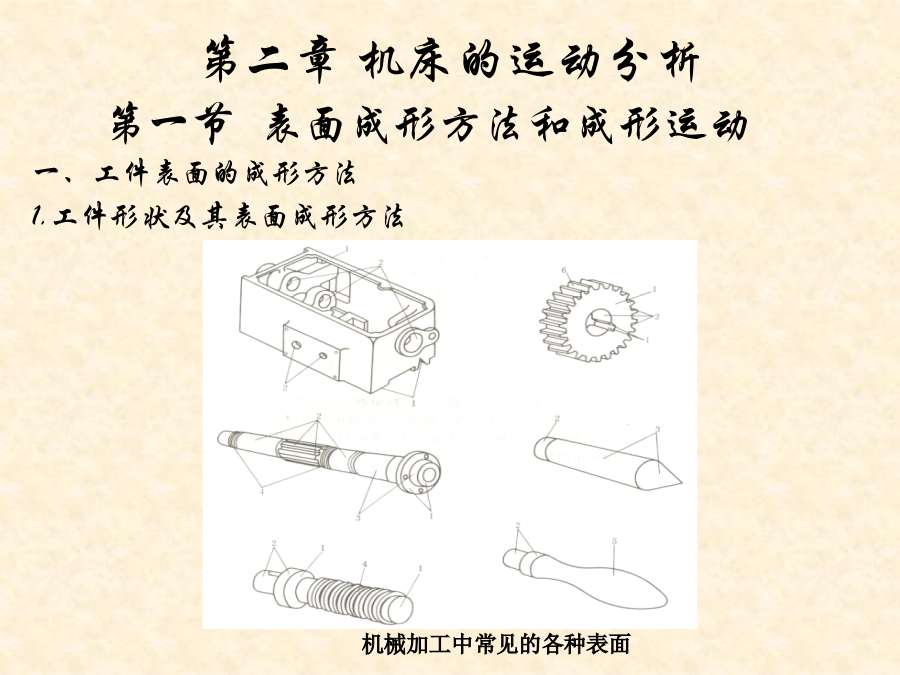
第二章机床的运动分析第一节工件的表面形状及其形成方法表面元素机床工作原理——通过刀具和工件之间的相对运动切除毛坯上多余金属形成一定形状、尺寸和质量的表面以获得所需的机械零件二、工件表面的形成方法机床上加工零件时,所需形状的表面是通过刀具和工件的相对运动,用刀具的刀刃切削出来的。实质——借助于一定形状的切削刃、切削刃与被加工表面之间按一定规律的相对运动,形成所需的母线和导线。母线和导线——发生线三、切削刃的形成方法由刀刃包络成形的渐开线齿形由于加工方法和使用的刀具结构及其切削刃形状不同,机床上形成发生线的方

金属切削机床设计 第6章 金属切削机床总体设计.ppt
第六章金属切削机床总体设计第一节概述2)、生产率和自动化程度生产率:单位时间内机床所能加工出的工件数量。---单位时间内产品总数T切---单件切削时间T总---单件总时间T辅---单件辅助时间T准---加工一批零件的准备和结束时间n---一批零件的数量自动化程度,可用自动化系数表示K自=T自/T循T自---一个工作循环中,由机床自动进行工作的时间.T循---完成一个工作循环的总时间3)、加工精度和表面粗糙度1)几何精度机床在不运动或运动速度低时部件间相互位置精度和主要零部件的形位精度。几何精度由机床的制造
金属切削机床 第2章 机床的.ppt
第二章机床的运动分析任何表面都可以看作是一条线(称为母线1)沿着另一条发生线(称为导线2,或2'、2")运动的轨迹。母线和导线统称为形成表面的发生线。有些表面的两条发生线完全相同,只因母线相对于旋转轴线O-O的原始位置不同,也可以形成不同的表面。2)相切法是利用刀具边旋转边作轨迹运动来对工件进行加工的方法。二、工件表面的成形运动1.成形运动的种类1)简单成形运动如果一个独立的成形运动是由单独的旋转运动或直线运动构成,则称此成形运动为简单成形运动,简称简单运动。2)复合成形运动如果一个独立的成形运动,是由两
金属切削机床分析.ppt
第三章金属切削机床一、机床的基本组成(1)动力源(2)传动系统(3)支承件(4)工作部件(5)控制系统(6)冷却系统(7)润滑系统(8)其他装置二、机床的运动1、表面形成运动2、辅助运动三、机床技术性能指标1、机床的工艺范围2、机床的技术参数机床的主要技术参数包括:尺寸参数、运动参数与动力参数。四、机床的精度与刚度机床本身必须具备的精度称为机床精度。它包括几何精度、传动精度、运动精度、定位精度、工作精度及精度保持性等几个方面。机床刚度指机床系统抵抗变形的能力。机床刚度分为静刚度和动刚度。五、通用机床的型号