
金属切削机床 第2章 机床的.ppt

kp****93

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
金属切削机床 第2章 机床的.ppt
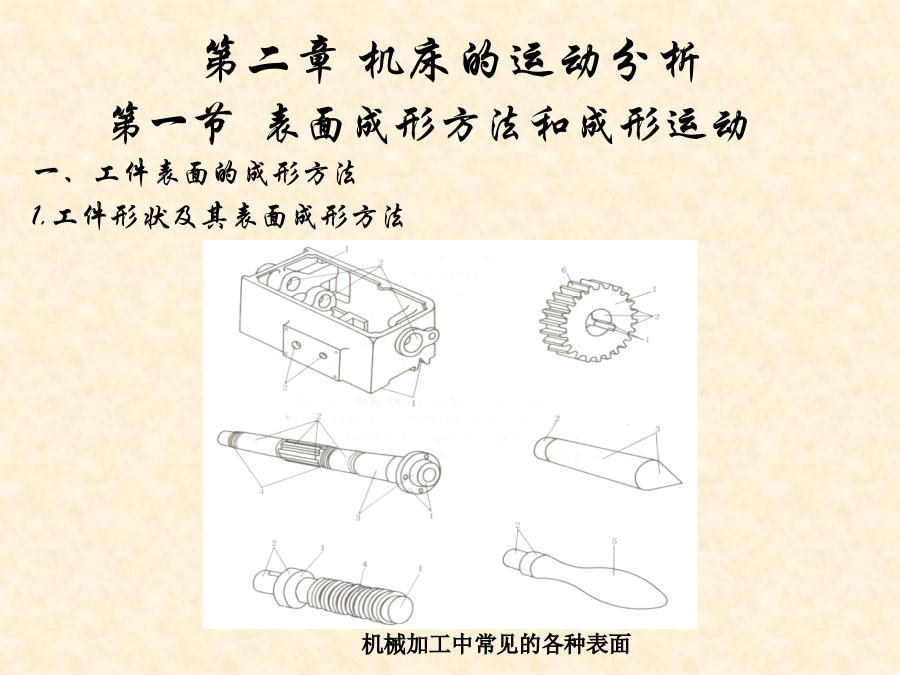
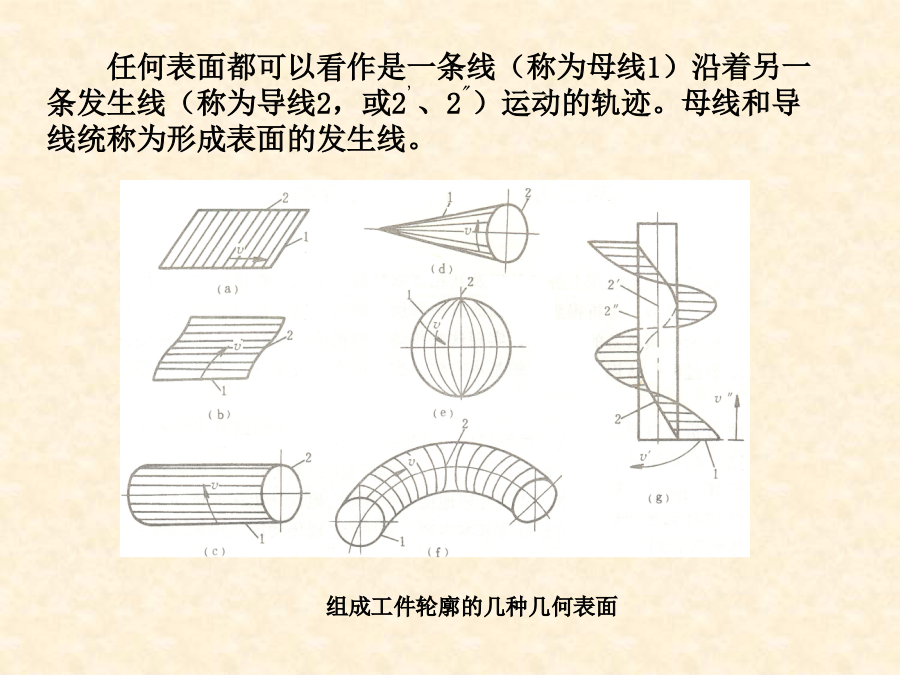
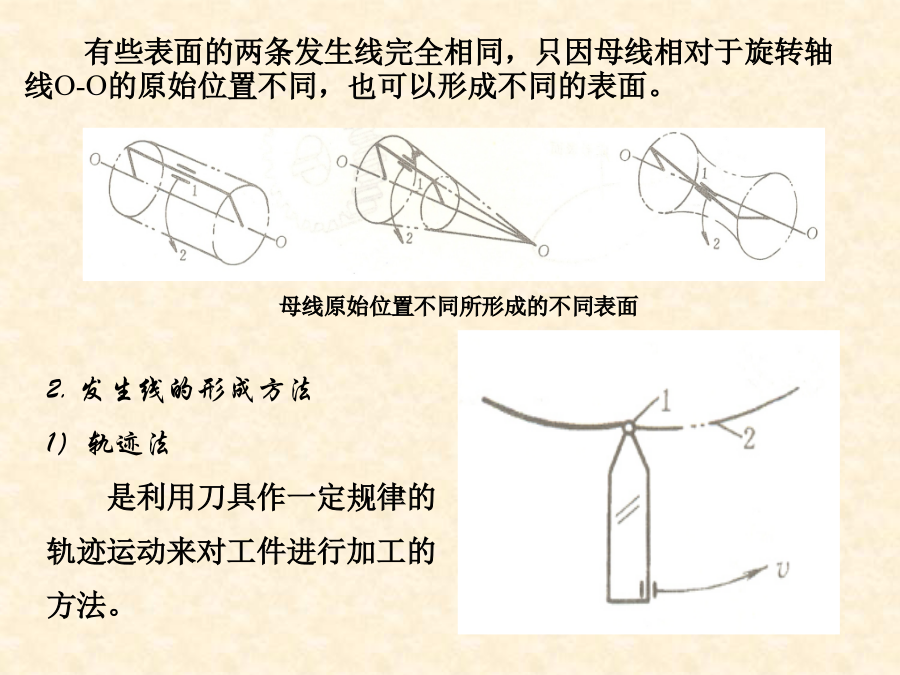
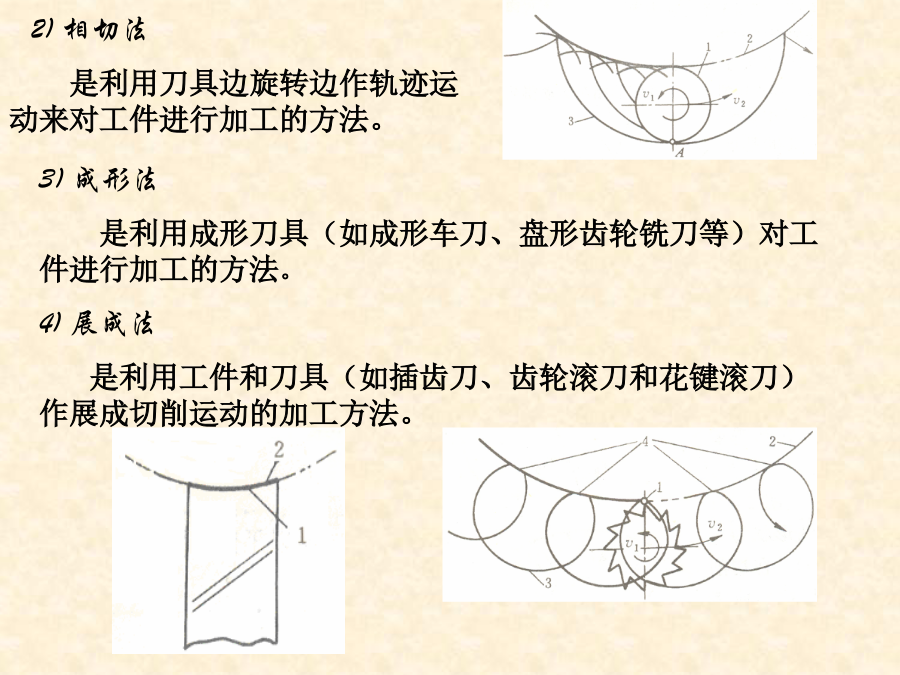
第二章机床的运动分析任何表面都可以看作是一条线(称为母线1)沿着另一条发生线(称为导线2,或2'、2")运动的轨迹。母线和导线统称为形成表面的发生线。有些表面的两条发生线完全相同,只因母线相对于旋转轴线O-O的原始位置不同,也可以形成不同的表面。2)相切法是利用刀具边旋转边作轨迹运动来对工件进行加工的方法。二、工件表面的成形运动1.成形运动的种类1)简单成形运动如果一个独立的成形运动是由单独的旋转运动或直线运动构成,则称此成形运动为简单成形运动,简称简单运动。2)复合成形运动如果一个独立的成形运动,是由两

金属切削机床设计 第6章 金属切削机床总体设计.ppt
第六章金属切削机床总体设计第一节概述2)、生产率和自动化程度生产率:单位时间内机床所能加工出的工件数量。---单位时间内产品总数T切---单件切削时间T总---单件总时间T辅---单件辅助时间T准---加工一批零件的准备和结束时间n---一批零件的数量自动化程度,可用自动化系数表示K自=T自/T循T自---一个工作循环中,由机床自动进行工作的时间.T循---完成一个工作循环的总时间3)、加工精度和表面粗糙度1)几何精度机床在不运动或运动速度低时部件间相互位置精度和主要零部件的形位精度。几何精度由机床的制造

金属切削与机床.pptx
金属切削与机床15.1电火花加工表15-2电火花加工各种工艺方法的特点和用途表15-2电火花加工各种工艺方法的特点和用途15.1.1电火花加工原理1.电火花加工原理电火花加工原理是基于工具和工件(正、负电极)之间脉冲性火花放电时的电腐蚀现象来蚀除多余的金属,以达到对零件尺寸、形状及表面质量所预定的加工要求。电火花放电时火花通道中瞬时产生大量的热,达到很高的温度,足以使任何金属材料局部熔化、气化而被蚀除掉,形成放电凹坑。要利用电腐蚀对金属材料进行尺寸加工,需解决下列问题:(1)必须使工具电极和工件被加工

金属切削与机床(切削效率).ppt
第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章提高金属切削效率的途径第四章
金属切削机床设计 第2章 机床的运动分析.ppt
第二章机床的运动分析任何表面都可以看作是一条线(称为母线1)沿着另一条发生线(称为导线2,或2'、2")运动的轨迹。母线和导线统称为形成表面的发生线。有些表面的两条发生线完全相同,只因母线相对于旋转轴线O-O的原始位置不同,也可以形成不同的表面。2)相切法是利用刀具边旋转边作轨迹运动来对工件进行加工的方法。二、工件表面的成形运动1.成形运动的种类1)简单成形运动如果一个独立的成形运动是由单独的旋转运动或直线运动构成,则称此成形运动为简单成形运动,简称简单运动。2)复合成形运动如果一个独立的成形运动,是由两