
一种高温合金整体叶轮环形深窄槽车加工方法.pdf

17****27


1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高温合金整体叶轮环形深窄槽车加工方法.pdf
(19)中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号CN104597838A(43)申请公布日2015.05.06(21)申请号CN201410589270.0(22)申请日2014.10.28(71)申请人沈阳黎明航空发动机(集团)有限责任公司地址110043辽宁省沈阳市大东区东塔街6号(72)发明人杨金发陈雷杨万辉王璇张旭(74)专利代理机构沈阳晨创科技专利代理有限责任公司代理人张晨(51)Int.CIG05B19/19权利要求说明书说明书幅图(54)发明名称一种高温合金整体叶

一种整体叶轮窄深腔数控铣加工方法.pdf
一种整体叶轮窄深腔数控铣加工方法,腔体均匀分成四段铣削,半精铣用球头直径为16毫米,锥度为4°,柄为直径为20毫米球头四刃铣刀;精铣加工采用6刃直径为10毫米锥度4°直径为16毫米柄球头铣刀;切削最大深度180毫米,加工区域分为4个部分,刀具最大悬伸182毫米,最大长径比为9。在选定的切削区域中建立并生成刀具轨迹,在加工整体叶轮叶片自由曲面的加工区域能参数化,加工线速度为110~130米/分钟;选用四轴数控加工中心,X轴及Z轴加工坐标原点,设在零件旋转中心,Y轴加工坐标原点设在叶片积叠轴上。本发明的优点:

一种高温合金整体叶轮高效车削方法.pdf
一种高温合金整体叶轮高效车削方法,分为粗加工阶段、半精加工阶段及精加工阶段;粗加工阶段包括选取粗加工刀具和刀杆、设定粗加工车削参数、设定粗加工走刀路线、设定粗加工阶段的零件变形控制方式;半精加工阶段包括选取半精加工刀具和刀杆、设定半精加工车削参数、设定半精加工走刀路线、设定半精加工阶段的零件变形控制方式;精加工阶段包括选取精加工刀具和刀杆、设定精加工车削参数、设定零件各部位精加工原则、设定精加工走刀路线、利用UG软件编制车削程序、对车削程序进行仿真确认无干涉后应用于现场加工。本发明有效解决了高温合金整体叶
一种深窄环形槽辅助加工装置.pdf
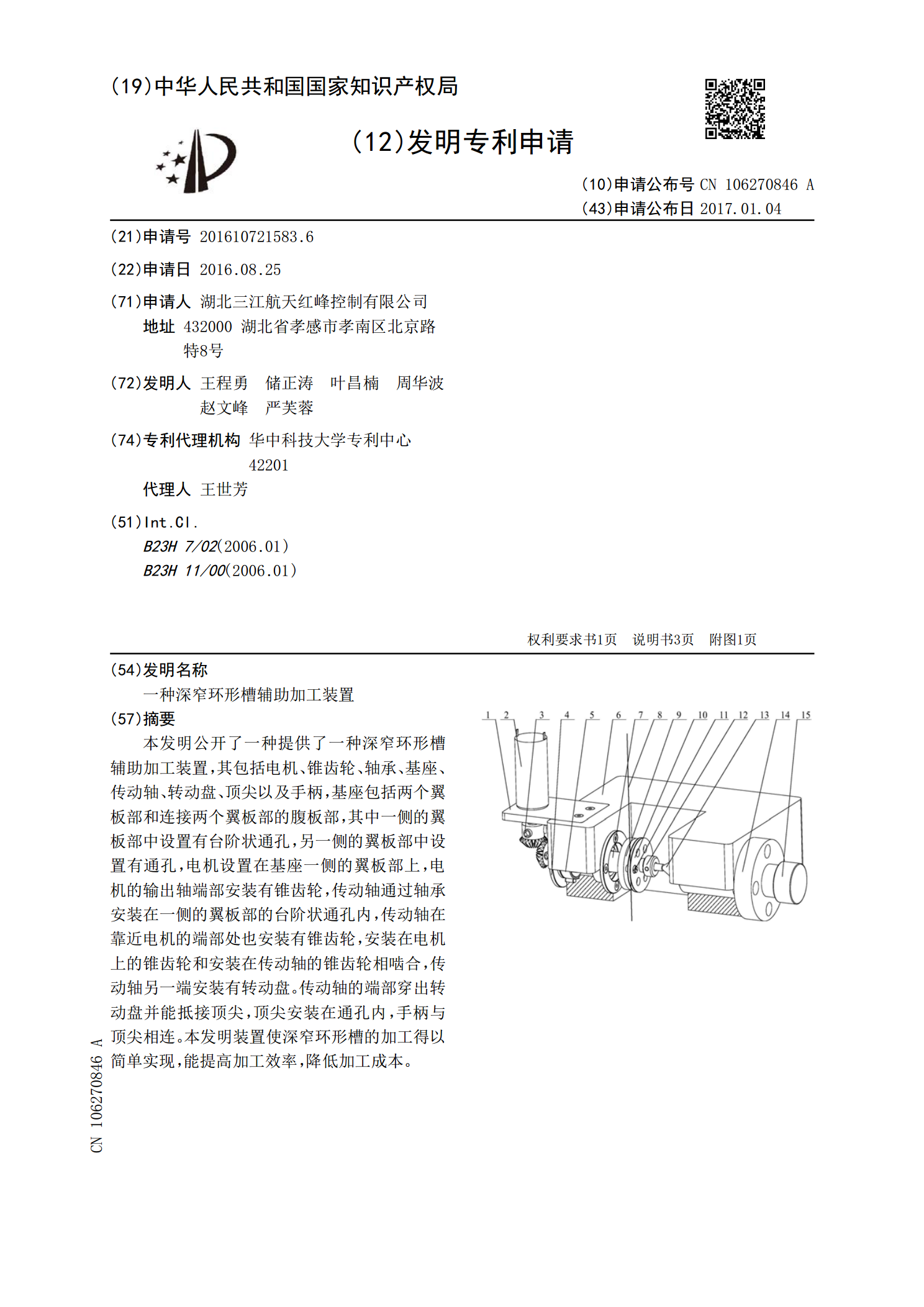
本发明公开了一种提供了一种深窄环形槽辅助加工装置,其包括电机、锥齿轮、轴承、基座、传动轴、转动盘、顶尖以及手柄,基座包括两个翼板部和连接两个翼板部的腹板部,其中一侧的翼板部中设置有台阶状通孔,另一侧的翼板部中设置有通孔,电机设置在基座一侧的翼板部上,电机的输出轴端部安装有锥齿轮,传动轴通过轴承安装在一侧的翼板部的台阶状通孔内,传动轴在靠近电机的端部处也安装有锥齿轮,安装在电机上的锥齿轮和安装在传动轴的锥齿轮相啮合,传动轴另一端安装有转动盘。传动轴的端部穿出转动盘并能抵接顶尖,顶尖安装在通孔内,手柄与顶尖相
一种窄流道整体叶轮粗开槽数控铣加工方法.pdf
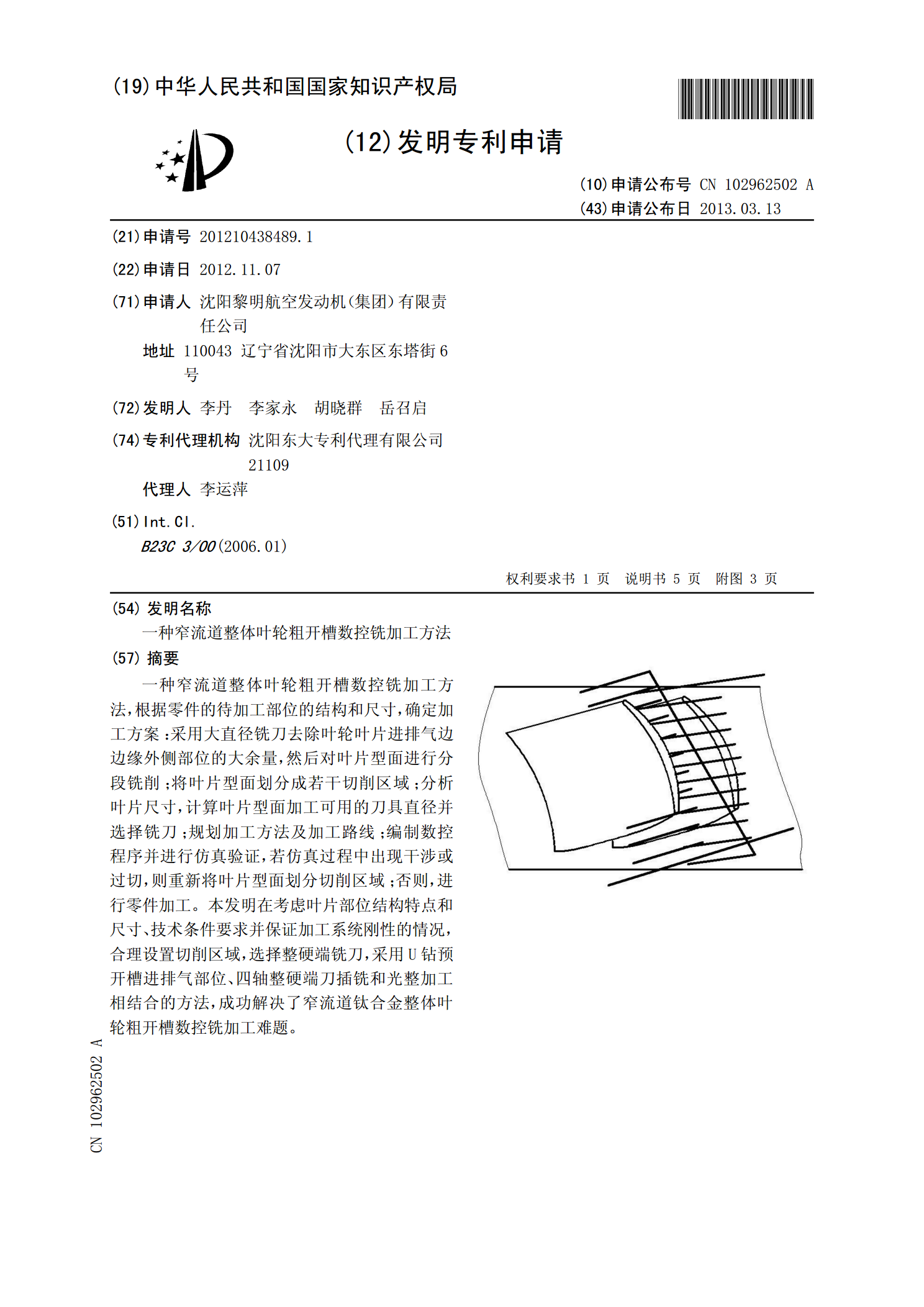
一种窄流道整体叶轮粗开槽数控铣加工方法,根据零件的待加工部位的结构和尺寸,确定加工方案:采用大直径铣刀去除叶轮叶片进排气边边缘外侧部位的大余量,然后对叶片型面进行分段铣削;将叶片型面划分成若干切削区域;分析叶片尺寸,计算叶片型面加工可用的刀具直径并选择铣刀;规划加工方法及加工路线;编制数控程序并进行仿真验证,若仿真过程中出现干涉或过切,则重新将叶片型面划分切削区域;否则,进行零件加工。本发明在考虑叶片部位结构特点和尺寸、技术条件要求并保证加工系统刚性的情况,合理设置切削区域,选择整硬端铣刀,采用U钻预开槽