
达克罗涂覆工艺流程.doc

kp****93


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

达克罗涂覆工艺流程.doc
达克罗涂覆工艺流程1.脱脂清除有机油污:①切削加工的有机乳化油、机械油;②淬火加工的大豆油、棉子油、棕榈油;③冲压加工的植物油、无机油、磺化油;④抛光加工的具有高熔点蜡与硬脂酸;⑤低碳钢用的防腐蚀无机油;⑥拉伸部件的植物油、牛脂乳液、蜡。2.除锈:达克罗前处理中的除锈工序不象一般涂装前处理方法,采用酸洗除锈,这是因为达克罗处理的工件大部分是高强螺栓螺母和高强冲压件,酸洗后会产生氢脆而影响产品质量(注:在不考虑氢脆的情况下,达克罗除锈前处理也采用酸洗,特别是对于机柜、控制柜面板等,但工艺上要特别注意不能将酸

达克罗(锌铬膜)涂覆工艺.pdf
比镀锌更耐蚀的达克罗(锌铬膜)涂覆工艺达克罗涂复工艺是一种全新的表面处理技术,又称达克乐、达克锈、锌铬膜、达克曼等。70年代初期由美国人发明,1976年前后转给了美国的M.C.II公司、法国的DACRAL公司和日本的NDS公司。随着本全球经济的发展,环境保护日益成为社会经济和贸易领域的重要组成部分。1996年原国家机械工业部将达克罗工艺列为机械工业可持续发展清洁生产重点资助的开发项目,是一种“绿色电镀”。在工业发达国家,达克罗金属表面防腐蚀技术已作为替代污染严重的电镀锌、热浸镀锌、电镀镉、锌基合金镀层、磷
一种基于达克罗涂层的钢丝涂覆加工工艺.pdf
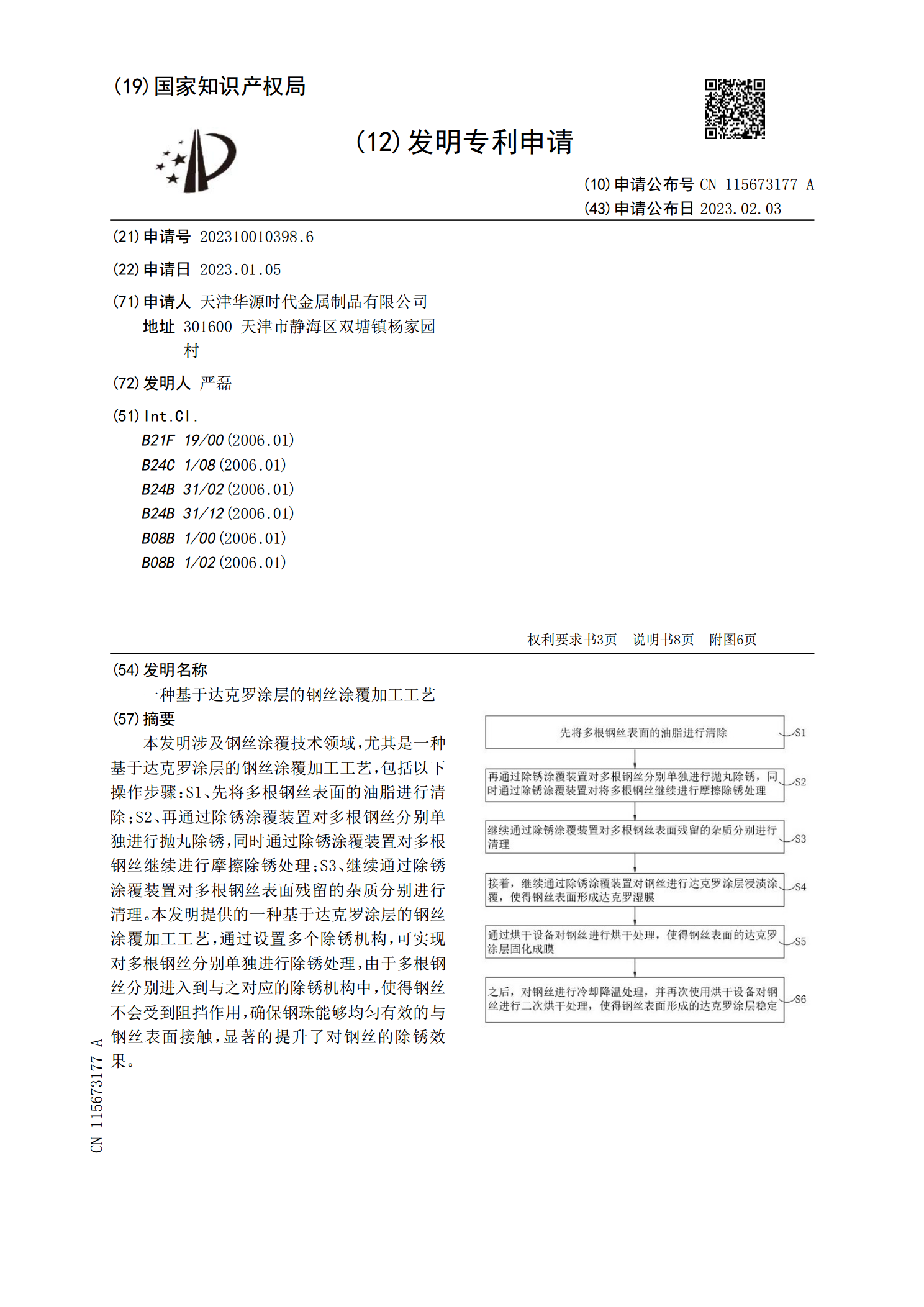
本发明涉及钢丝涂覆技术领域,尤其是一种基于达克罗涂层的钢丝涂覆加工工艺,包括以下操作步骤:S1、先将多根钢丝表面的油脂进行清除;S2、再通过除锈涂覆装置对多根钢丝分别单独进行抛丸除锈,同时通过除锈涂覆装置对多根钢丝继续进行摩擦除锈处理;S3、继续通过除锈涂覆装置对多根钢丝表面残留的杂质分别进行清理。本发明提供的一种基于达克罗涂层的钢丝涂覆加工工艺,通过设置多个除锈机构,可实现对多根钢丝分别单独进行除锈处理,由于多根钢丝分别进入到与之对应的除锈机构中,使得钢丝不会受到阻挡作用,确保钢珠能够均匀有效的与钢丝表

一种达克罗涂覆的三工位加工装置.pdf
本发明涉及一种达克罗涂覆的三工位加工装置,包括底板,底板上设有彼此间隔120度分布的刷涂装置、喷涂装置和风干装置,底板中部设有转柱且所述的转柱上连接有网架,底板上固定有输出轴与转柱底部相连的电机,转柱上固定有由同一马达驱动刷涂装置、喷涂装置和风干装置运动的驱动机构;刷涂装置包括一号安装座、一号丝杠、一号锥齿轮、涂刷机构;喷涂装置包括二号安装座、二号丝杠、二号锥齿轮、喷头、喷壶;风干装置包括三号安装座、三号丝杠、三号锥齿轮、风扇;驱动机构包括举升气缸、驱动电机、主动锥齿轮。本发明体积小、自动化程度高,能够分

达克罗工艺流程.docx
达克罗工艺流程达克罗工艺流程达克罗工艺在制备时需要走一系列的流程。这些流程是保证达克罗发挥作用的基本条件,下面是小编给大家整理的关于达克罗工艺流程,欢迎阅读!达克罗工艺流程1基材→脱脂→除锈→涂覆→预热→固化→冷却1.脱脂:带有油脂的工件表面必须进行脱脂,方法一般有三种:有机溶剂脱脂、水基脱脂剂脱脂、高温炭化脱脂。脱脂是否彻底有效,将直接影响涂层的附着力及耐腐蚀性。2.除锈:凡是有锈或有毛刺的工件严禁直接涂覆,必须通过除锈除毛刺工序,此工序最好用机械方法,避免酸洗,以防氢脆,且酸洗除锈影响达克罗涂层的耐蚀