
试模作业规范.doc

kp****93


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

试模作业规范.doc
THE2NDTOOLINGFACTORYOFFUJIN系統名稱:品質管理作業系統主題:試模作業規範文件編號:STH0406PAGEOF4REV0111※※※※******修訂履歷******版次修訂頁次備註00新版發行01修改4OF4中4.3.3核准審核承辦制訂部門簽名楊家祥賀武群王海軍制造部日期2001/12/192001/12/192001/12/191.目的通過對試模作業的規范化,以提升試模作業的效率.2.適用范圍:模具組立完畢后的試模作業.3.參考文件:3.1《常規量測高操作保養規

试模质量管理作业流程.docx
青岛中科昊泰新材料科技有限公司程序文件会签表编号版本A/0生效期文件名称试模质量管理流程起草人杨玉龙起草部门质量处说明:本文制定修改的目的是:规范试模前检验及试模工艺管理文件涉及部门:项目部、设计部、模具机械事业部(质量、钳工、试模)年月日部门会签可另附页部门意见签字日期项目部设计部钳工注塑质量处起草部门意见:主管部门意见:审核分管领导意见:批准总经理:青岛中科昊泰新材料科技有限公司程序文件编号页次版本生效期主题:试模质量管理流程目的:规范试模质量控制,试模工艺流程。范围:青岛中科昊泰新材料科技有限公司定
上下模作业规范.xls
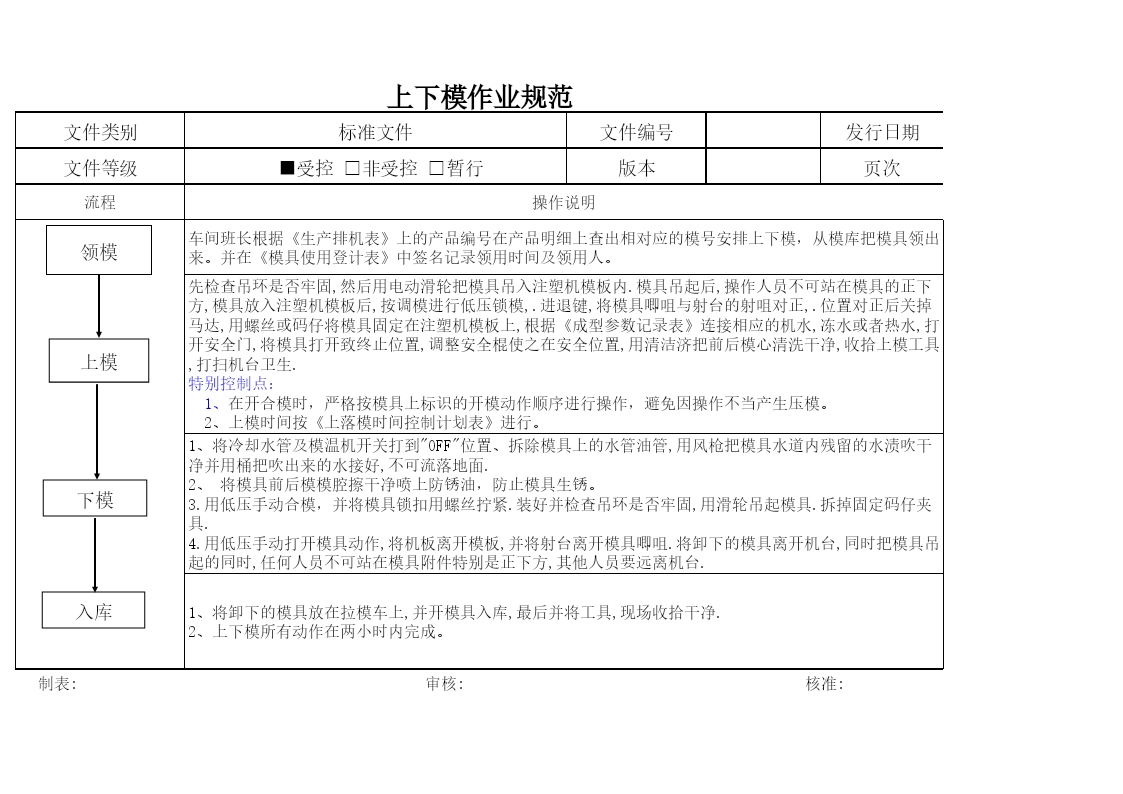
上下模作业规范文件类别标准文件文件编号发行日期标准文件文件等级■受控□非受控□暂行版本页次流程操作说明相关文件及表单记录车间班长根据《生产排机表》上的产品编号在产品明细上查出相对应的模号安排上下模,从模库把模具领出来。并在《模具使用登计表》中签名记录领用时间及领用人。《生产排机表》《模具使用登计表》先检查吊环是否牢固,然后用电动滑轮把模具吊入注塑机模板内.模具吊起后,操作人员不可站在模具的正下方,模具放入注塑机模板后,按调模进行低压锁模,.进退键,将模具唧咀与射台的射咀对正,.位置对正后关掉马达,用螺丝或

注塑试模作业指导书.docx
一.目的:确认注塑模具、产品结构的状态、塑料原料、色母(色粉)是否符合开发设计的要求保证量产的顺利进行。二.范围:适用于注塑领班、注塑技术员、注塑架模员的试模作业。三.职责:按要求组织、协调相关试模事宜上下模、工艺调试及时发现注塑模具、产品结构、塑料原料、色母(色粉)存在的问题并力求从工艺角度解决其问题把存在的问题及时反馈给相关部门(开发部或采购部)。四.作业指导:(一)试模前的注意事项1、了解模具的有关资料:取得模具的设计图纸、模具使用说明书等相关资料详细分析并约定模具维修师参加试模工作
注塑试模作业指导书.docx
一.目的:确认注塑模具、产品结构的状态、塑料原料、色母(色粉)是否符合开发设计的要求保证量产的顺利进行。二.范围:适用于注塑领班、注塑技术员、注塑架模员的试模作业。三.职责:按要求组织、协调相关试模事宜上下模、工艺调试及时发现注塑模具、产品结构、塑料原料、色母(色粉)存在的问题并力求从工艺角度解决其问题把存在的问题及时反馈给相关部门(开发部或采购部)。四.作业指导:(一)试模前的注意事项1、了解模具的有关资料:取得模具的设计图纸、模具使用说明书等相关资料详细分析并约定模具维修师参加试模工作