
典型表面加工方法成形表面加工.ppt

kp****93

1/10
2/10

3/10
4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

典型表面加工方法成形表面加工.ppt
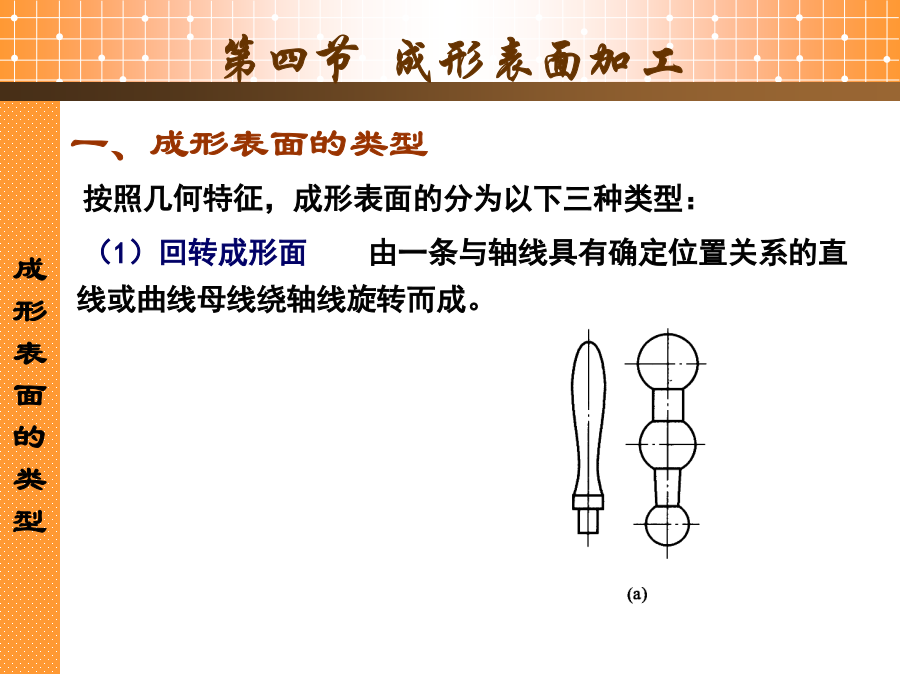
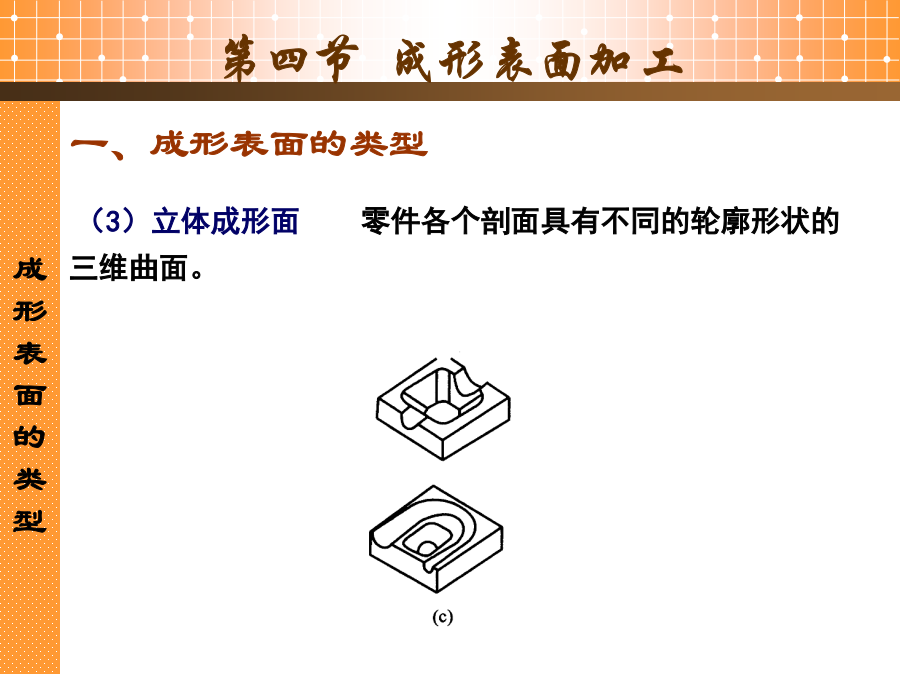
机制教研室第四节成形表面加工本节教学要求:一、成形表面的类型一、成形表面的类型一、成形表面的类型一、成形表面的类型二、成形表面的加工方法二、成形表面的加工方法二、成形表面的加工方法二、成形表面的加工方法二、成形表面的加工方法二、成形表面的加工方法三、齿面加工方法表11.4常用齿轮加工方法三、齿面加工方法三、齿面加工方法三、齿面加工方法三、齿面加工方法三、齿面加工方法三、齿面加工方法四、齿面加工方案TheEnd
典型表面加工方法.ppt
特点:专业技术课重要性:承上启下性质:互换性属于标准化的范围,而测量技术属于计量学,本课程就是将理论和实践紧密结合的学科。参考书:《互换性与测量技术基础》,王伯平主编,机械工业出版社;《互换性与测量技术》,陈于萍、高晓康编著,高等教育出版社;《互换性与技术测量基础》,胡风兰主编,机械工业出版社。第1章绪论第2章测量技术概论第3章圆柱公差与配合第4章形状和位置公差及检测第5章表面粗糙度及检测第6章光滑极限量规第7章滚动轴承的公差与配合第8章螺纹公差与配合第9章键和花键的公差与配合第10章圆锥的公差配合及检测

九螺纹和成形表面加工.ppt
(二)螺纹的基本概念和基本要素五个基本要素:牙型、中径D2(d2)、螺距P、线数n、旋向1、大径(D/d):外螺纹牙顶直径(d)、内螺纹牙底直径(D)2、小径(D1/d1):外螺纹的牙底直径、内螺纹的牙顶直径3、五个基本要素:(1)牙形:通过螺纹轴线的剖面上,螺纹的轮廓形状。(2)中径(D2/d2):螺纹的牙厚与牙间相等处的圆柱直径。(3)螺距P:相邻两牙对应点的轴向距离。(4)线数n:螺纹螺旋线的条数。图6.2螺纹的几何要素(5)旋向:左旋和右旋。(三)、螺纹的标记相配合的内外螺纹,除旋向、线数需一致外

旋轮表面激光强化加工成形方法.pdf
本发明公开了一种旋轮表面激光强化加工成形方法,旋轮选用35CrMo钢锻坯作为坯料,锻造后正火,正火温度控制在860‑880℃,保温时间为40‑60分钟;旋轮锻造毛坯进行粗加工,在指定的工作面预留0.5mm的公差余量;旋轮与工件接触表面强化层材料选取Ni625+WC2,WC的比例大于22%;旋轮工作面激光熔覆0.8mm厚度的强化层,焊前预热温度控制在250‑400℃;旋轮激光熔覆强化层进行轧制;轧制后的旋轮放入热处理炉中进行热处理,进行淬火+回火处理,进行再结晶和消除残余应力。本发明加工的旋轮,能保持尺寸精

典型表面的加工.ppt
轨迹法成形法相切法展成法获得尺寸精度的方法有如下几种:试切法:试切、测量、调整、试切。主要适用于单件小批生产。调整法:加工前调整好刀具和工件的位置,加工中保持不变。适于成批大量生产。定尺寸刀具法:自动控制法:零件的相互位置精度主要由机床精度、夹具精度和零件装夹精度保证。5.1外圆表面的加工车削的工艺特点细长轴外圆的车削加工选择合理的切削方法合理选择刀具:粗车刀常用较大的主偏角(75°)以增大轴向力而减少径向力,选用较大的前角(15°~20°)和较小的后角(3°),通过磨出卷屑槽和选用十5°的刃倾角,以控制