
旋轮表面激光强化加工成形方法.pdf

含平****ng

1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

旋轮表面激光强化加工成形方法.pdf
本发明公开了一种旋轮表面激光强化加工成形方法,旋轮选用35CrMo钢锻坯作为坯料,锻造后正火,正火温度控制在860‑880℃,保温时间为40‑60分钟;旋轮锻造毛坯进行粗加工,在指定的工作面预留0.5mm的公差余量;旋轮与工件接触表面强化层材料选取Ni625+WC2,WC的比例大于22%;旋轮工作面激光熔覆0.8mm厚度的强化层,焊前预热温度控制在250‑400℃;旋轮激光熔覆强化层进行轧制;轧制后的旋轮放入热处理炉中进行热处理,进行淬火+回火处理,进行再结晶和消除残余应力。本发明加工的旋轮,能保持尺寸精

典型表面加工方法成形表面加工.ppt
机制教研室第四节成形表面加工本节教学要求:一、成形表面的类型一、成形表面的类型一、成形表面的类型一、成形表面的类型二、成形表面的加工方法二、成形表面的加工方法二、成形表面的加工方法二、成形表面的加工方法二、成形表面的加工方法二、成形表面的加工方法三、齿面加工方法表11.4常用齿轮加工方法三、齿面加工方法三、齿面加工方法三、齿面加工方法三、齿面加工方法三、齿面加工方法三、齿面加工方法四、齿面加工方案TheEnd
一种旋压成形加工装置及旋压成形方法.pdf
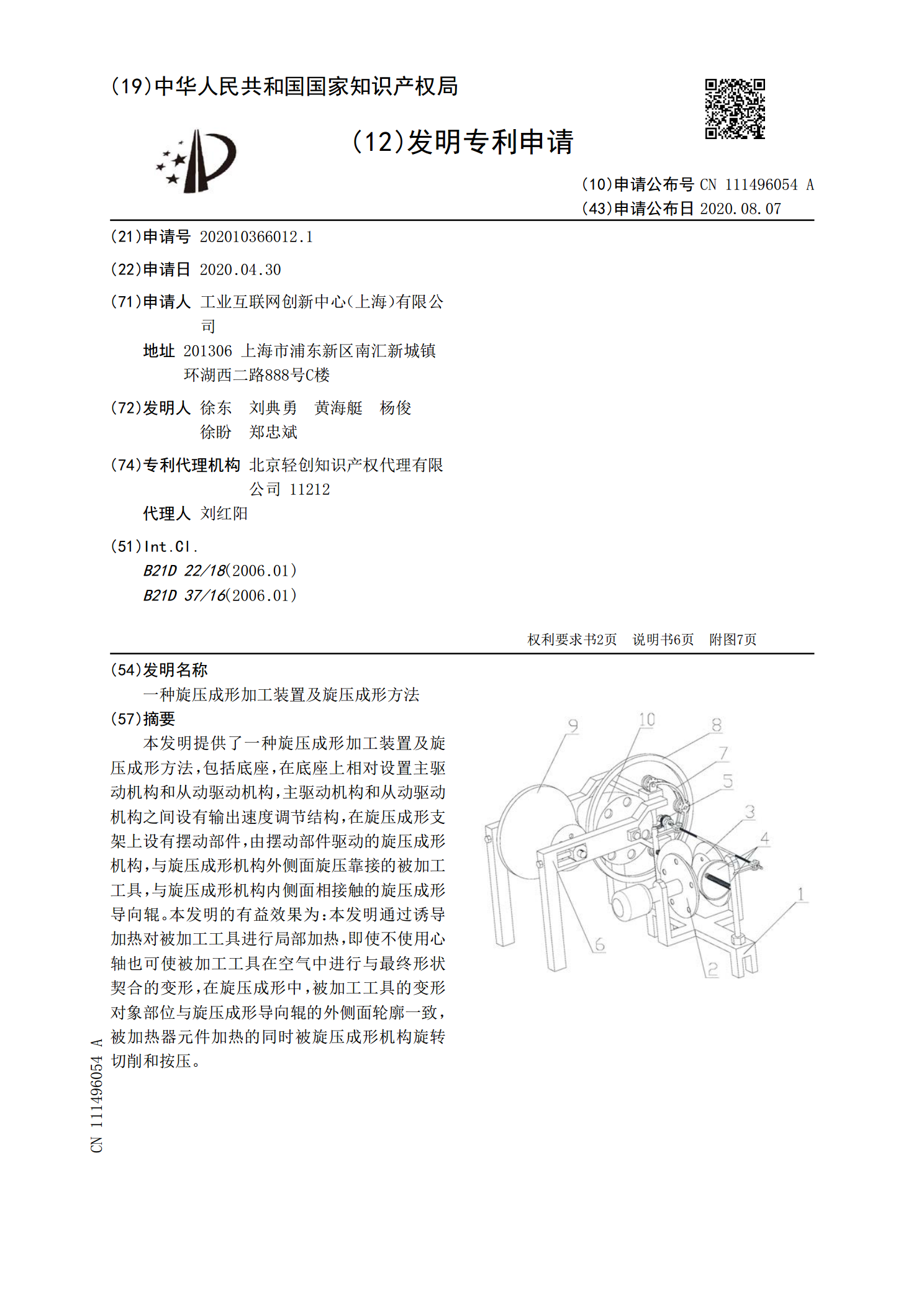
本发明提供了一种旋压成形加工装置及旋压成形方法,包括底座,在底座上相对设置主驱动机构和从动驱动机构,主驱动机构和从动驱动机构之间设有输出速度调节结构,在旋压成形支架上设有摆动部件,由摆动部件驱动的旋压成形机构,与旋压成形机构外侧面旋压靠接的被加工工具,与旋压成形机构内侧面相接触的旋压成形导向辊。本发明的有益效果为:本发明通过诱导加热对被加工工具进行局部加热,即使不使用心轴也可使被加工工具在空气中进行与最终形状契合的变形,在旋压成形中,被加工工具的变形对象部位与旋压成形导向辊的外侧面轮廓一致,被加热器元件加
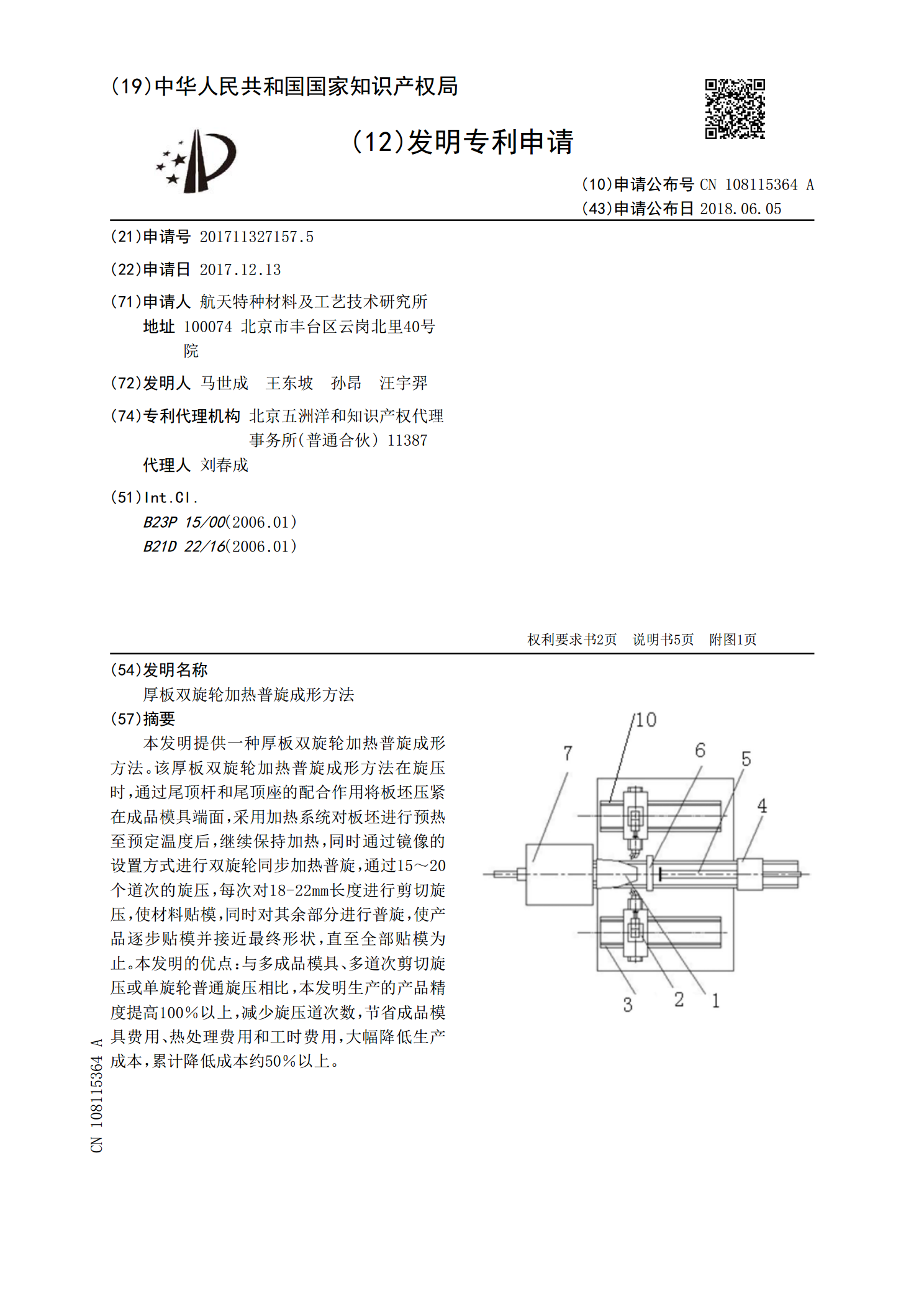
厚板双旋轮加热普旋成形方法.pdf
本发明提供一种厚板双旋轮加热普旋成形方法。该厚板双旋轮加热普旋成形方法在旋压时,通过尾顶杆和尾顶座的配合作用将板坯压紧在成品模具端面,采用加热系统对板坯进行预热至预定温度后,继续保持加热,同时通过镜像的设置方式进行双旋轮同步加热普旋,通过15~20个道次的旋压,每次对18‑22mm长度进行剪切旋压,使材料贴模,同时对其余部分进行普旋,使产品逐步贴模并接近最终形状,直至全部贴模为止。本发明的优点:与多成品模具、多道次剪切旋压或单旋轮普通旋压相比,本发明生产的产品精度提高100%以上,减少旋压道次数,节省成品

宽带激光强化处理张力轮表面的方法.pdf
本发明公开了一种宽带激光强化处理张力轮表面的方法,包括喷涂吸光涂层、激光辐射淬火。本发明采用在张力轮需硬化处理加工的表面涂覆一层吸光涂层,将张力轮夹持在车床上作匀速旋转,将宽带激光机的宽带激光头夹持在车床的中拖板上,由车床的大拖板带动沿与车床主轴轴线平行的方向作比例同步的平行移动,用宽带激光束辐射张力轮涂覆有吸光涂层的表面,使张力轮的钢铁表面瞬间达到淬火临界温度,利用室温空气和金属的热传导骤冷实现淬火,而无需喷射任何液体冷却介质的技术方案,克服了现有技术存在硬度低、品质差、效率低、成本高、环境恶劣的问题与