
CAXA数控车2008软件应用.ppt

as****16

1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共108页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

CAXA数控车2008软件应用.ppt
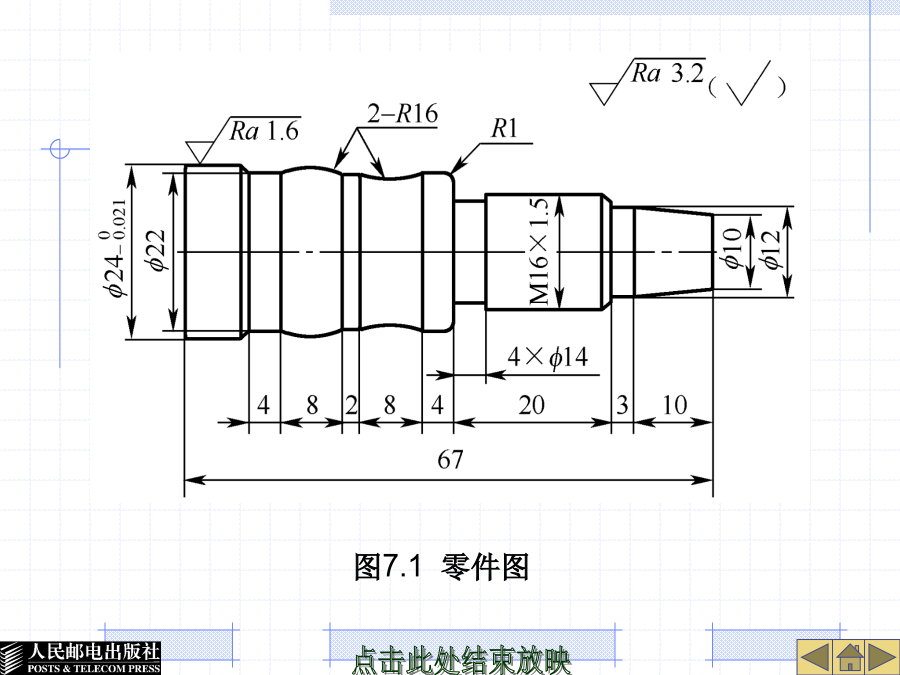
CAXA数控车2008学习目标任务一CAXA数控车造型及后置处理图7.1零件图技能目标知识准备图7.2CAXA数控车2008系统界面2.主菜单命令(2)编辑模块。(3)应用模块。(4)设置模块。(5)工具模块。(6)坐标系。(7)显示工具。(8)查询。3.弹出菜单(2)矢量工具组。(3)选择集拾取工具组。(4)轮廓拾取工具组。(5)岛拾取工具组。4.工具条驱动5.鼠标、键盘和热键(2)回车键和数值键。(3)空格键。(4)热键。在CAXA数控车中设置了以下几种功能热键:①F5键。将当前面切换至XOY面,同时

CAXA数控车加工.docx
教案课题CAXA数控车床加工2备注授课课时4课型理实一体化教具黑板+软件准备教具清点学生教学目标1、掌握CAXA数控车刀具、机床及后置设置;2、掌握CAXA数控车轨迹生成及修改;3、掌握CAXA数控车轨迹仿真;4、掌握CAXA数控车代码生成及机床传输。教学要求熟练进行CAXA数控车参数设置,生成代码并完成加工教学内容1、CAXA数控车轨迹仿真;2、CAXA数控车代码生成及机床传输;3、实例讲解与仿真练习;教学过程1、车槽功能:用于工件外轮廓表面,内轮廓表面和端面切槽。操作步骤:1)在“数控车”菜单的子菜单

CAXA数控车文档.docx
CAXA数控车软件加工实例如图所示1数控加工工艺的设计步骤1装夹方案的确定。根据图纸所示加工零件比较难,尺寸要求较高,需要两次装夹。毛坯可选用ø40mm的毛坯,装夹长度要适量步骤2加工顺序和刀具的选择。根据图纸所示此工件是由:螺纹,槽,台阶,圆弧,孔组成。先车左半部分外圆,然后加工内孔,(切断),掉头车右半部分,切槽然后切,车螺纹刀,刀具可选用1外圆刀2切槽刀3切断刀各一把。4镗孔刀。步骤3加工余量的确定。1粗加工外圆轮廓的余量0.3~0.5mm2精加工外圆轮廓的余量03粗加工内圆轮廓的余量0.3~0.5
CAXA数控车教程.pdf
CAXA数控车教程--CAXA数控车教程-CAL-FENGHAI.-(YICAI)-CompanyOne1CAXA数控车教程--CAXA数控车教程--CAXA数控车教程第一章数控加工简介1.数控加工就是将加工数据和工艺参数输入到机床机床的控

CAXA数控车教程.pptx
CAXA数控车基础课程大纲CAXA数控车XPCAXA数控车XP软件界面CAXA数控车主要工具栏CAXA数控车XP的CAD功能CAXA数控车XP的CAM功能2.刀具管理刀具库管理用于定义、管理刀具的有关数据以方便用户获取和对刀具信息的维护。数控车软件提供轮廓车刀、切槽车刀、螺纹车刀和钻孔刀具4类刀具。可以在刀具管理对话框中对刀具的相关信息进行设置生成刀路时可以直接调用。刀具共有参数共有参数轮廓车刀和切槽刀具几何参数钻孔刀具和螺纹刀具几何参数刀路生成轮廓粗车参数设