
LED固晶焊线.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

LED固晶焊线.doc
LED固晶焊线大圆片使用注意事项芯片尺寸:7mil*9mil电极尺寸:60um电极粗化处理A:自动机辨识:目前普遍使用蓝光光源辨识。B:固晶站(以现有客户经验来看,晶片如出现不好焊线的情况之90%的原因是由于固晶站控制不严而造成)操作要求:防止芯片电极粘胶及爬胶操作规范:1、防止吸嘴粘胶后将胶覆盖到芯片电极上。解决办法:a、选用4mil吸嘴(芯片面积为7*9mil,如果吸嘴过大,因固晶机在吸芯片的位置上有公差存在,吸嘴的外壁很容易粘到胶并将胶粘附到下一颗芯片上)b、保持吸嘴无胶。办法:全方位清洗,包括四周
固晶焊线检验规范.xls
立聯電子有限公司標題:LAMP固晶焊線檢驗規範PAGE:1OF8一檢驗政策:公平,公正,精確,0缺點二檢驗目標:朝著0收1退的品質目標不斷提升三準備工作:3.1工具:顯微鏡,印台,印章,報表,拉力器3.2資料:檢驗規範,製造規格四核對:機種:核對流程單是否與材料相符五外觀:序號項目圖解說明區分1晶片位置不正即晶片偏移了晶片邊長的1/2MA固晶位置不正2側面沾膠銀膠晶片側面銀膠超出CR銀膠規格23晶片θ偏移晶片偏移θ超出15°MI4晶片QZ傾斜鋁墊MAQZ>5∘水平5晶片破損MA晶片表面100%不得破損6晶
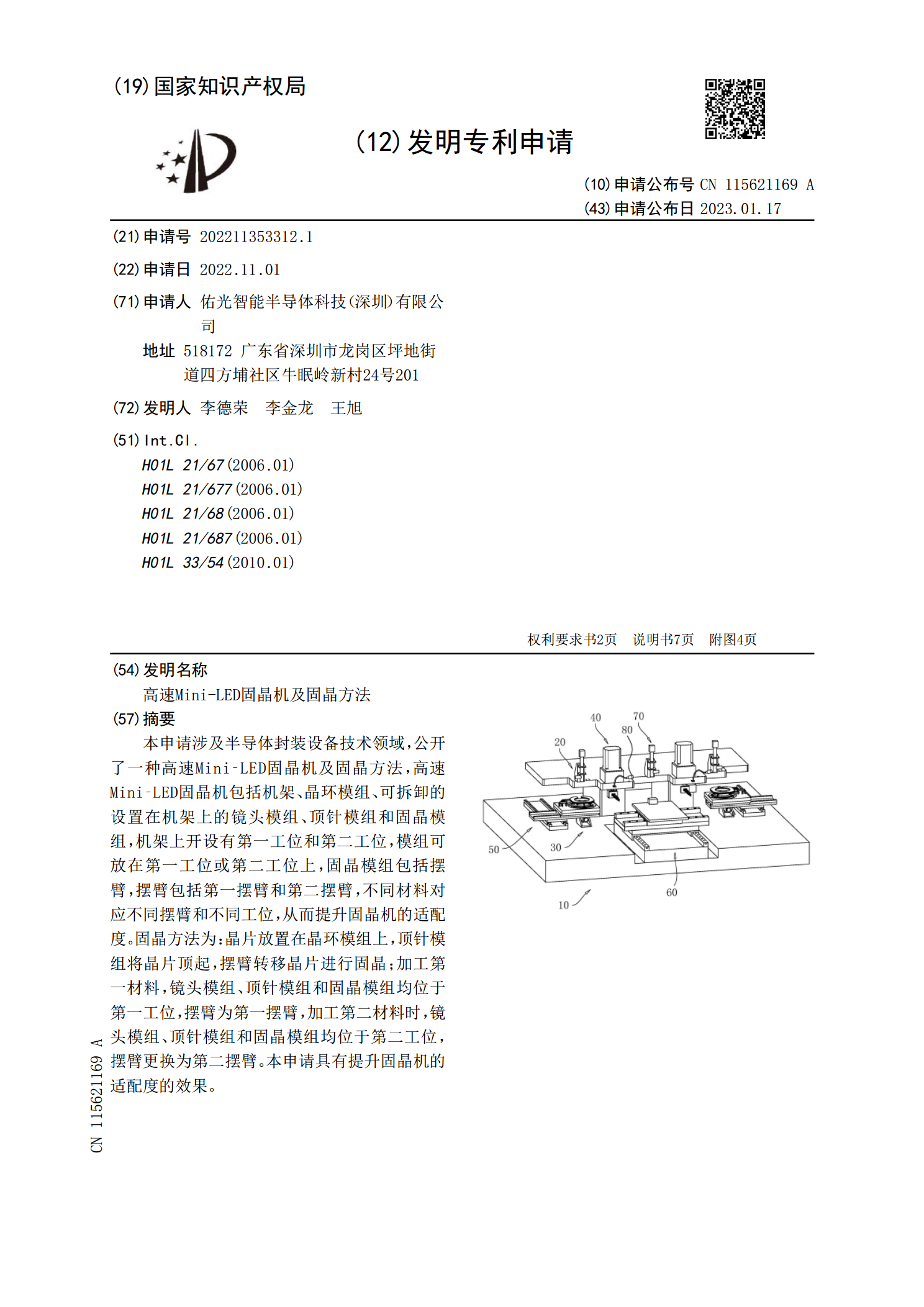
高速Mini-LED固晶机及固晶方法.pdf
本申请涉及半导体封装设备技术领域,公开了一种高速Mini?LED固晶机及固晶方法,高速Mini?LED固晶机包括机架、晶环模组、可拆卸的设置在机架上的镜头模组、顶针模组和固晶模组,机架上开设有第一工位和第二工位,模组可放在第一工位或第二工位上,固晶模组包括摆臂,摆臂包括第一摆臂和第二摆臂,不同材料对应不同摆臂和不同工位,从而提升固晶机的适配度。固晶方法为:晶片放置在晶环模组上,顶针模组将晶片顶起,摆臂转移晶片进行固晶;加工第一材料,镜头模组、顶针模组和固晶模组均位于第一工位,摆臂为第一摆臂,加工第二材料时
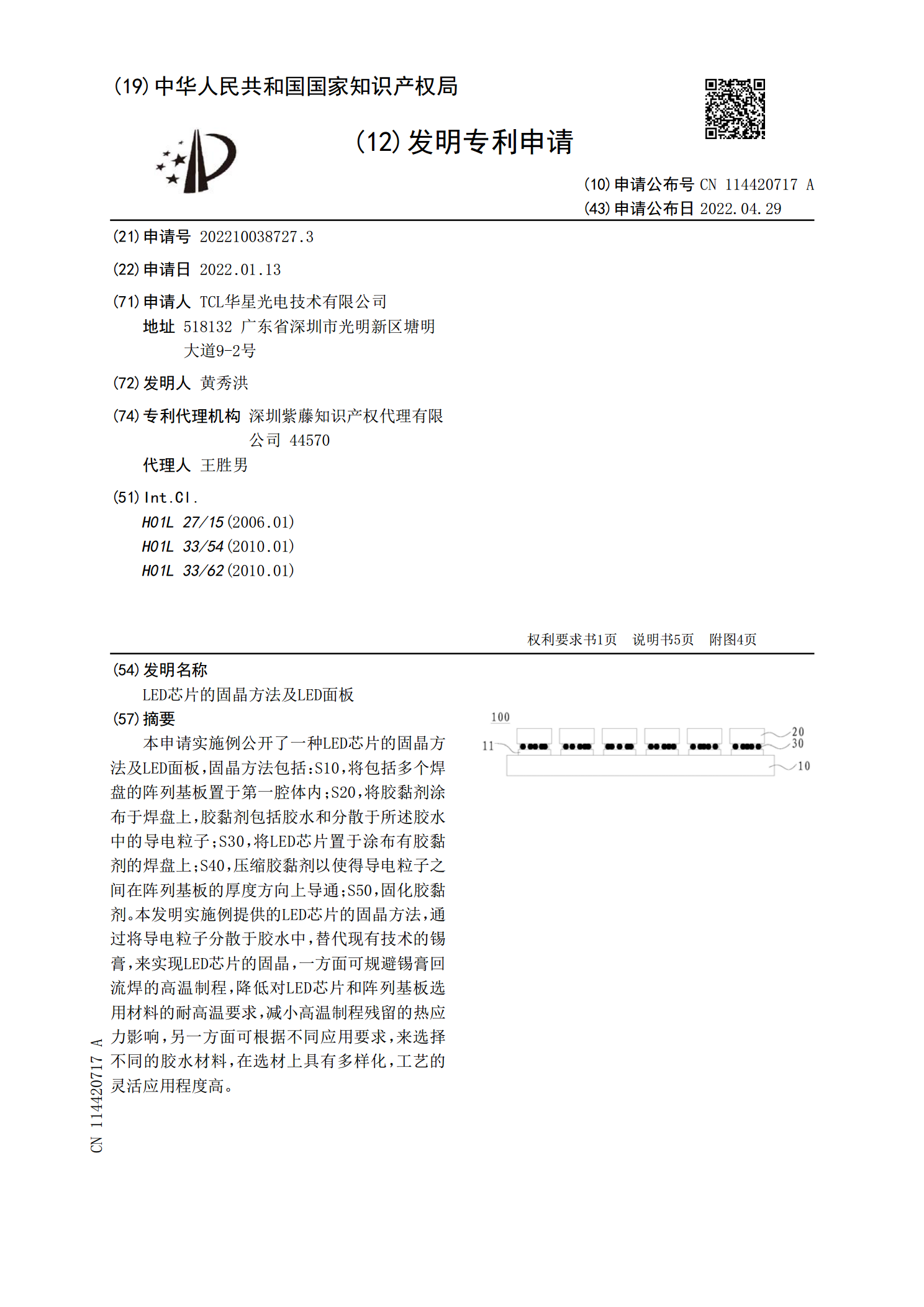
LED芯片的固晶方法及LED面板.pdf
本申请实施例公开了一种LED芯片的固晶方法及LED面板,固晶方法包括:S10,将包括多个焊盘的阵列基板置于第一腔体内;S20,将胶黏剂涂布于焊盘上,胶黏剂包括胶水和分散于所述胶水中的导电粒子;S30,将LED芯片置于涂布有胶黏剂的焊盘上;S40,压缩胶黏剂以使得导电粒子之间在阵列基板的厚度方向上导通;S50,固化胶黏剂。本发明实施例提供的LED芯片的固晶方法,通过将导电粒子分散于胶水中,替代现有技术的锡膏,来实现LED芯片的固晶,一方面可规避锡膏回流焊的高温制程,降低对LED芯片和阵列基板选用材料的耐高温
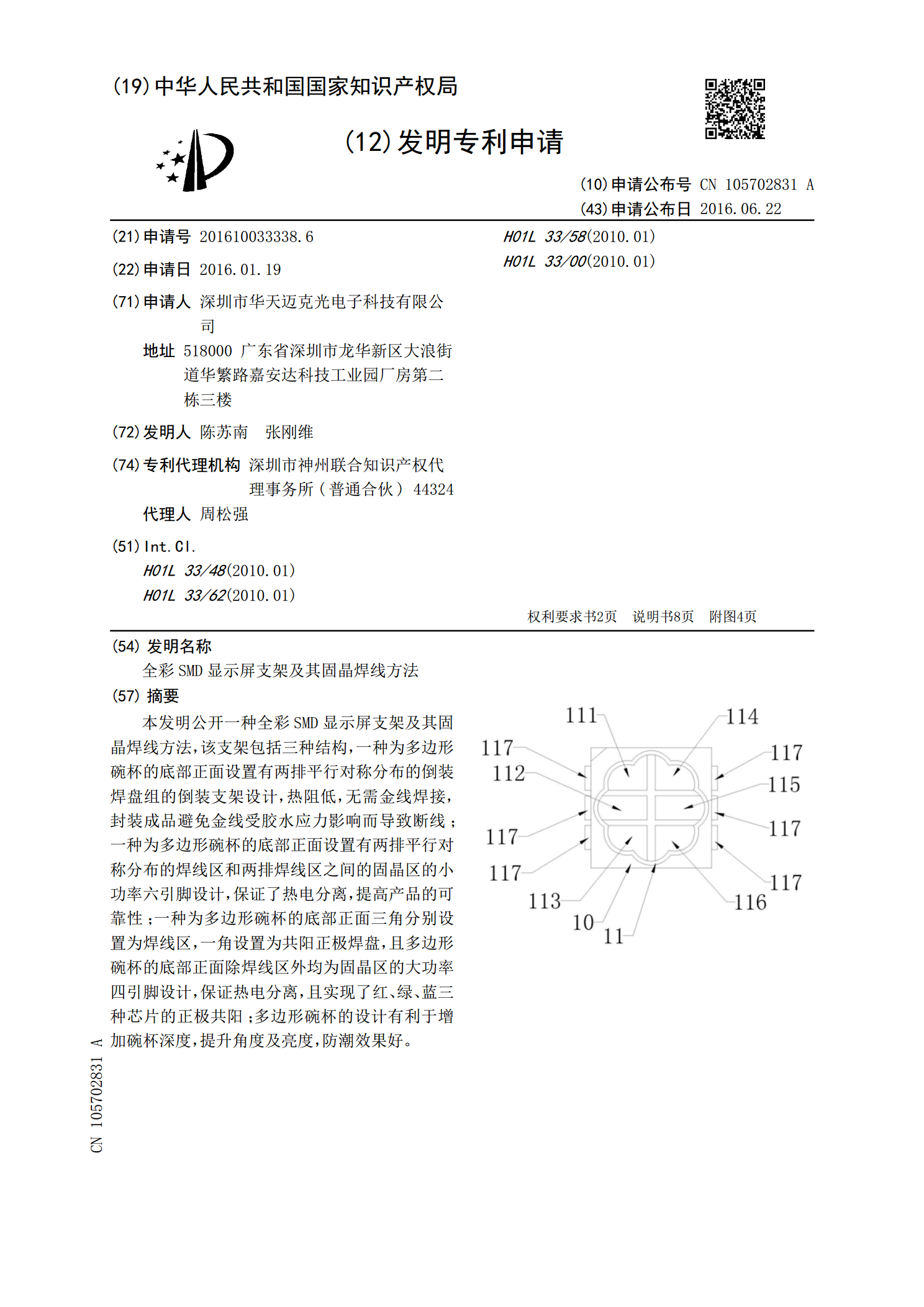
全彩SMD显示屏支架及其固晶焊线方法.pdf
本发明公开一种全彩SMD显示屏支架及其固晶焊线方法,该支架包括三种结构,一种为多边形碗杯的底部正面设置有两排平行对称分布的倒装焊盘组的倒装支架设计,热阻低,无需金线焊接,封装成品避免金线受胶水应力影响而导致断线;一种为多边形碗杯的底部正面设置有两排平行对称分布的焊线区和两排焊线区之间的固晶区的小功率六引脚设计,保证了热电分离,提高产品的可靠性;一种为多边形碗杯的底部正面三角分别设置为焊线区,一角设置为共阳正极焊盘,且多边形碗杯的底部正面除焊线区外均为固晶区的大功率四引脚设计,保证热电分离,且实现了红、绿、