
中空吹塑和模压成型.ppt

kp****93


1/10

2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共63页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

中空吹塑和模压成型.ppt
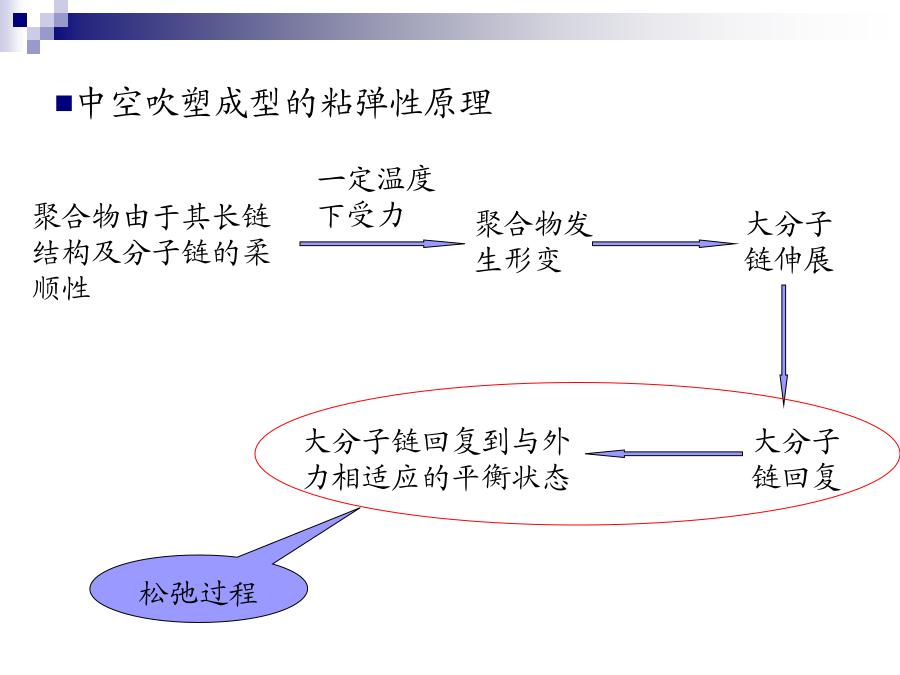
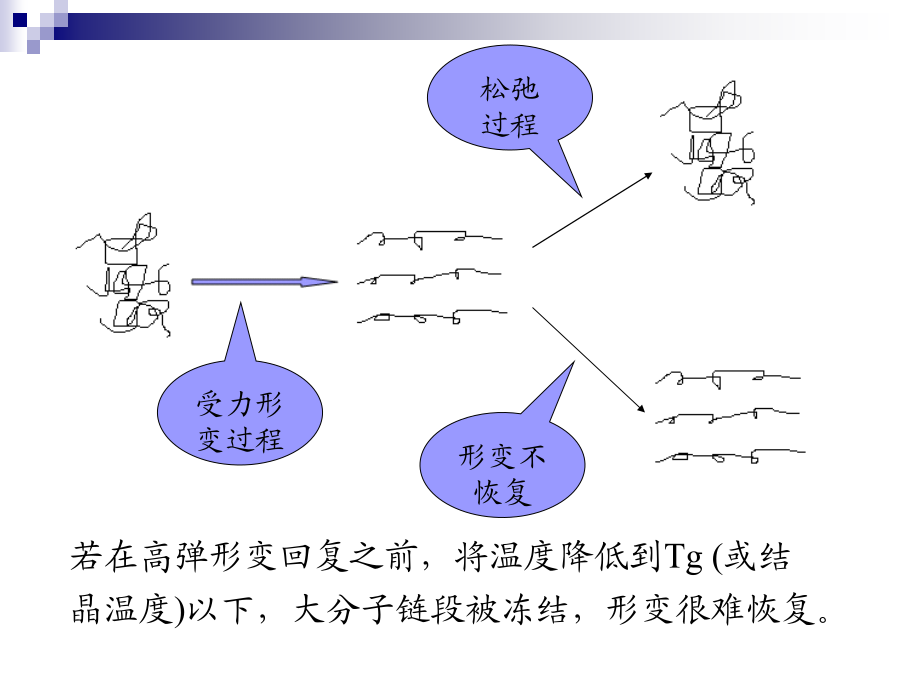
吹塑成型中空吹塑是制造空心塑料制品的成型方法。借鉴的是历史悠久的玻璃容器的吹制工艺。中空吹塑制品:中空吹塑成型的原理及分类中空吹塑成型的粘弹性原理若在高弹形变回复之前,将温度降低到Tg(或结晶温度)以下,大分子链段被冻结,形变很难恢复。利用聚合物松驰时间的温度依赖性,在聚合物玻璃化温度以上的Tf附近,使聚合物半成品(管,中空异型材等)快速变形,然后保持形变,在较短时间内冷却到玻璃化温度或结晶温度以下,使成型物的形变被冻结下来,这就是中空吹塑成型的粘弹性原理。根据成型原理的推论吹塑成型:中空吹塑吹塑薄膜吹塑

中空吹塑和模压成型共48张.ppt
吹塑成型中空吹塑是制造空心塑料制品的成型方法。借鉴的是历史悠久的玻璃容器的吹制工艺。中空吹塑成型的粘弹性原理若在高弹形变回复之前,将温度降低到Tg(或结晶温度)以下,大分子链段被冻结,形变很难恢复。利用聚合物松驰时间的温度依赖性,在聚合物玻璃化温度以上的Tf附近,使聚合物半成品(管,中空异型材等)快速变形,然后保持形变,在较短时间内冷却到玻璃化温度或结晶温度以下,使成型物的形变被冻结下来,这就是中空吹塑成型的粘弹性原理。根据成型原理的推论吹塑成型:中空吹塑吹塑薄膜吹塑薄片(5)中空吹塑是热塑性塑料成型方法

中空吹塑成型.pptx
会计学5.1中空成型(chéngxíng)的原理及分类一.中空成型(chéngxíng)的粘弹性原理一.数学(shùxué)描述在聚合物的玻璃化温度以上,普弹形变在总形变中所占比例很小,可忽略。于是(2)其中,t*为松驰时间(shíjiān),随温度升高而减小。η为粘度,随温度升高而降低。(2)式也可写成(3)γ2∞=δ/E2为t→∞时的高弹形变γη=δ/η为t=1时粘性(zhānxìnɡ)形变,即单位时间的粘性(zhānxìnɡ)形变由于在高弹态或粘流温度附近,聚合物的松弛时间t*很短,若成型中的形变时
中空吹塑成型.ppt
第五章中空吹塑成型5.1中空成型的原理及分类一.中空成型的粘弹性原理一.数学描述在聚合物的玻璃化温度以上,普弹形变在总形变中所占比例很小,可忽略。于是(2)其中,t*为松驰时间,随温度升高而减小。η为粘度,随温度升高而降低。(2)式也可写成(3)γ2∞=δ/E2为t→∞时的高弹形变γη=δ/η为t=1时粘性形变,即单位时间的粘性形变由于在高弹态或粘流温度附近,聚合物的松弛时间t*很短,若成型中的形变时间t1>>t*,则由(3)式可得,当外力作用时间t=t1时:释放外力后,高弹形变回复(4)若在高弹形变回复

中空吹塑成型品用树脂组合物、中空吹塑成型品及制造方法.pdf
本发明通过将在末端以树脂中25~45[μmol/g]的比例含有羧基、非牛顿指数为0.90~1.15、且300℃下测定的熔融粘度在1000泊~3000泊的范围的聚芳硫醚树脂与具有环氧基的聚烯烃以相对于100质量份前述聚芳硫醚树脂前述具有环氧基的聚烯烃为5~30质量份的比例熔融混合,从而可以提供工业规模的生产率高且成型性、耐垂伸性优异的中空吹塑成型品用树脂组合物及其制造方法,并且可以提供耐热性、耐冲击性等机械强度、表面外观性优异的吹塑成型品及其制造方法。