
卷板纵剪技术基础.ppt

kp****93


1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共60页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

卷板纵剪技术基础.ppt
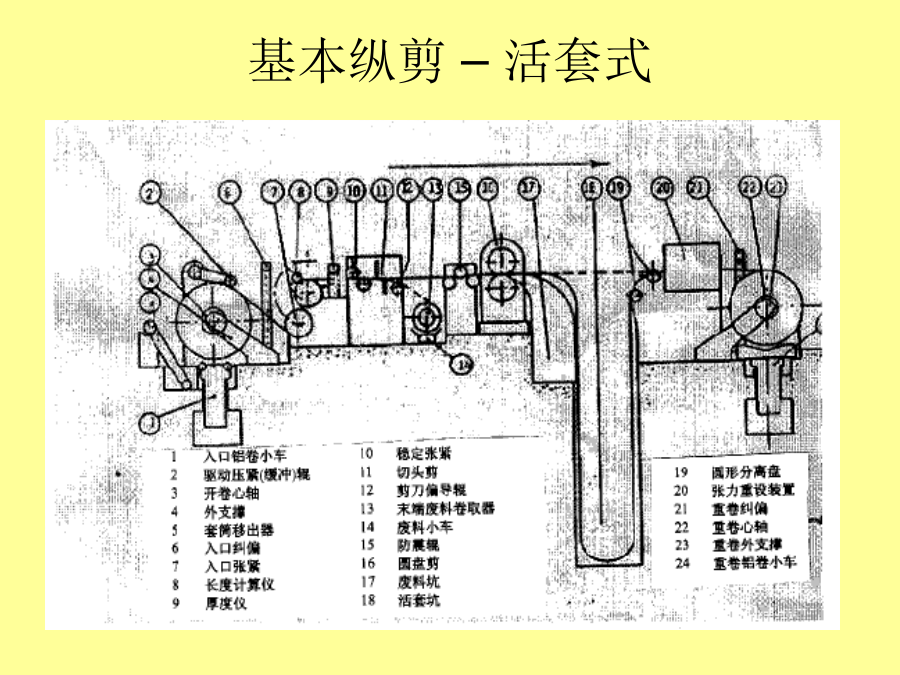
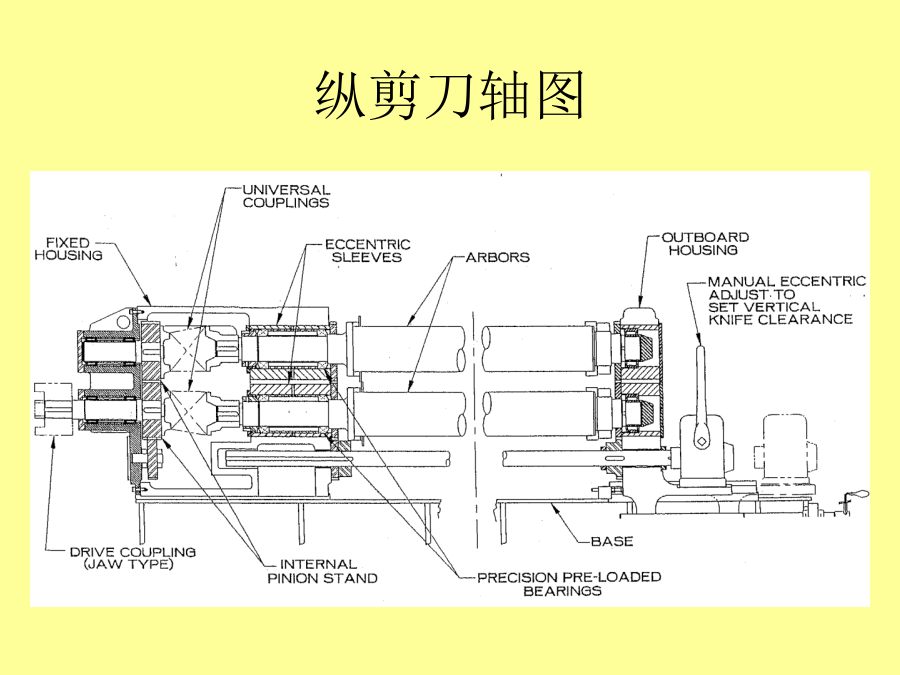
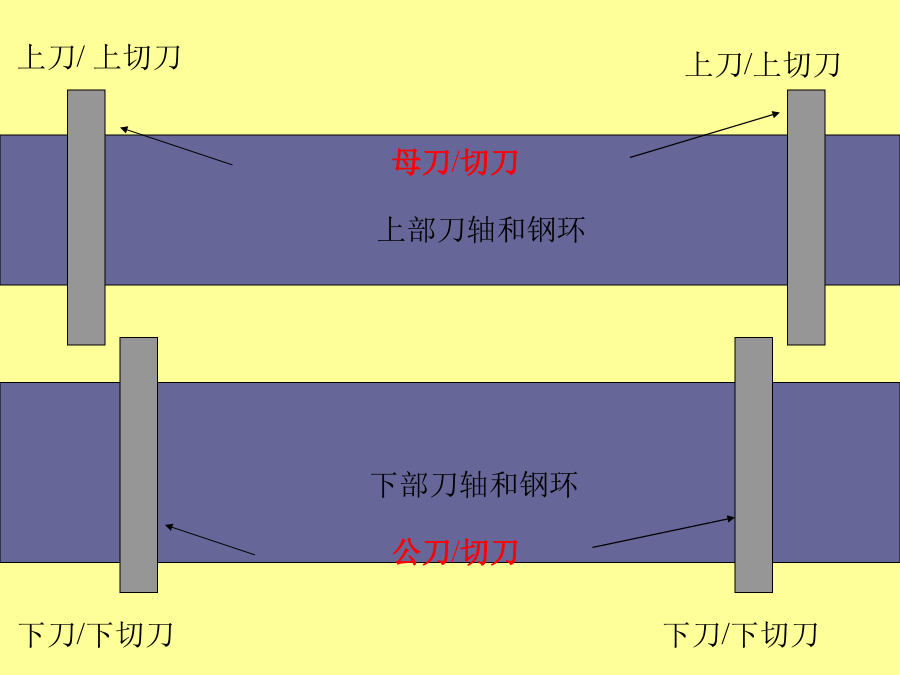
卷板纵剪基础知识讲演内容什么是纵剪?什么是纵剪?纵剪线的组成部分基本纵剪–活套式基本纵剪–张紧式纵剪刀轴图上部刀轴和钢环上部橡胶环上部橡胶环纵剪原理纵剪行为分解图刀具参数好的切边质量断裂角度=8-12度水平间隙垂直间隙/重叠量上刀轴上刀轴刀具异常转动垂直间隙过少/重叠量过多的其他后果SETTINGSFORSLITTERKNIVES纵剪刀具设定平衡设定粘刀设定标准化橡胶环在纵剪中的作用选择指导(橡胶环)选择指导(橡胶环)选择指导(刀具)选择指导(钢环)重磨指导圆盘剪装配1.区域内保持干净整洁1.每次使用前用

钢卷板纵剪生产线操作规程.doc
4钢卷板纵剪生产线操作规程1.通电1)检查设施外观有无异常情况各控制开关、电气按钮是否在正常位置。2)接通电源。3)检查设施各部分显示是否正常。2.调整设施a)松开活动导轨锁紧螺拴并推至主机外侧。b)检查两刀轴的轴间距必要时进行调整使上下刀的咬合度为0.2mm。3)按排料方备进行调刀:A相邻剪切口之间的间隔比理论宽度小0.1-0.2mm。B上下刀间隙应按材料厚度来定。4)锁紧刀具。5)将活动导向装置推回线内并锁紧。3.吊装钢卷料1)复查钢卷是否合格。2)将上料小车推到开卷外侧并提高到最
钢卷板纵剪生产线操作规程.docx
钢卷板纵剪生产线操作规程-1--5-钢卷板纵剪生产线操作章程1.通电1)检查设施外观有无异常情况各控制开关、电气按钮是否在正常位置。2)接通电源。3)检查设施各部分显示是否正常。2.调整设施a)松开活动导轨锁紧螺拴并推至主机外侧。b)检查两刀轴的轴间距必要时进行调整使上下刀的咬合度为0.2mm。3)按排料方备进行调刀:A相邻剪切口之间的间隔比理论宽度小0.1-0.2mm。B上下刀间隙应按材料厚度来定。4)锁紧刀具。5)将活动导向装置推回线内并锁紧。3.吊装钢卷料1)复查

纵剪技术规格及工艺过程.doc
/技术规格及工艺过程1、机组数据和主要性能:1.1概述:本设备的工作流程:本设备是将钢板通过切边方式高速精密加工成一定规格钢带的专用重卷设备。本设备的主要工作主机由开卷机、圆盘剪床、张力产生站、收卷机等四个主要机构构成,中间辅以运料、板头剪床、缓冲、引导、收卷废边、出料等装置。设备在工作时送料机构处于被动送料状态,板料经板头液压剪床剪去不规则料头后经侧向引导机构进入切边机剪切成一定规格钢带,通过废边卷取机对纵切下来的废边迅速进行收取成卷状。切边后的钢带,通过活套缓冲后进入张力站,通过该张力装置和卷取机建立

两工位纵剪机.pdf
本发明公开了一种两工位纵剪机,主轴系统包括纵剪工位主轴系统和换刀位主轴系统,纵剪工位主轴系统包括上主轴Ⅰ、下主轴Ⅰ和纵剪工位齿轮传动系统,换刀位主轴系统包括上主轴Ⅱ、下主轴Ⅱ和换刀位齿轮传动系统,上主轴Ⅰ和下主轴Ⅰ安装的圆盘刀具在工作的同时,安装在主轴支架Ⅱ的另一侧的上主轴Ⅱ和下主轴Ⅱ可进行另一种圆盘刀具的安装。本发明结构合理,生产成本低,换刀时间短,生产效率高。