
钢卷板纵剪生产线操作规程.doc

山梅****ai

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钢卷板纵剪生产线操作规程.doc
4钢卷板纵剪生产线操作规程1.通电1)检查设施外观有无异常情况各控制开关、电气按钮是否在正常位置。2)接通电源。3)检查设施各部分显示是否正常。2.调整设施a)松开活动导轨锁紧螺拴并推至主机外侧。b)检查两刀轴的轴间距必要时进行调整使上下刀的咬合度为0.2mm。3)按排料方备进行调刀:A相邻剪切口之间的间隔比理论宽度小0.1-0.2mm。B上下刀间隙应按材料厚度来定。4)锁紧刀具。5)将活动导向装置推回线内并锁紧。3.吊装钢卷料1)复查钢卷是否合格。2)将上料小车推到开卷外侧并提高到最
钢卷板纵剪生产线操作规程.docx
钢卷板纵剪生产线操作规程-1--5-钢卷板纵剪生产线操作章程1.通电1)检查设施外观有无异常情况各控制开关、电气按钮是否在正常位置。2)接通电源。3)检查设施各部分显示是否正常。2.调整设施a)松开活动导轨锁紧螺拴并推至主机外侧。b)检查两刀轴的轴间距必要时进行调整使上下刀的咬合度为0.2mm。3)按排料方备进行调刀:A相邻剪切口之间的间隔比理论宽度小0.1-0.2mm。B上下刀间隙应按材料厚度来定。4)锁紧刀具。5)将活动导向装置推回线内并锁紧。3.吊装钢卷料1)复查

卷板纵剪技术基础.ppt
卷板纵剪基础知识讲演内容什么是纵剪?什么是纵剪?纵剪线的组成部分基本纵剪–活套式基本纵剪–张紧式纵剪刀轴图上部刀轴和钢环上部橡胶环上部橡胶环纵剪原理纵剪行为分解图刀具参数好的切边质量断裂角度=8-12度水平间隙垂直间隙/重叠量上刀轴上刀轴刀具异常转动垂直间隙过少/重叠量过多的其他后果SETTINGSFORSLITTERKNIVES纵剪刀具设定平衡设定粘刀设定标准化橡胶环在纵剪中的作用选择指导(橡胶环)选择指导(橡胶环)选择指导(刀具)选择指导(钢环)重磨指导圆盘剪装配1.区域内保持干净整洁1.每次使用前用

纵剪机安全操作规程.docx
纵剪机安全操作规程-1--3-纵剪机安全操作章程1.开启设备前检查各润滑部位是否加油润滑(丝杆、滚筒、链轮、传动齿轮、胀缩机构等);2.防护罩是否牢固可靠各紧固件有无松动;3.看电机接地线是否牢固操作按钮有无损坏线路是否破损;4.查减速箱油位是否在标准范围以内;5.查气动抱刹的磨损情况抱刹片上不得有油脂;6.查刀片表面是否有裂口、脱落现象;7.查压缩空气的压力在0.5-0.7MPa为正常液压泵的压力在5-8MPa为正常;8.使用之前上料小车、卸料小车应处于最外侧下极限位置待料;开卷机卷筒应处于最小
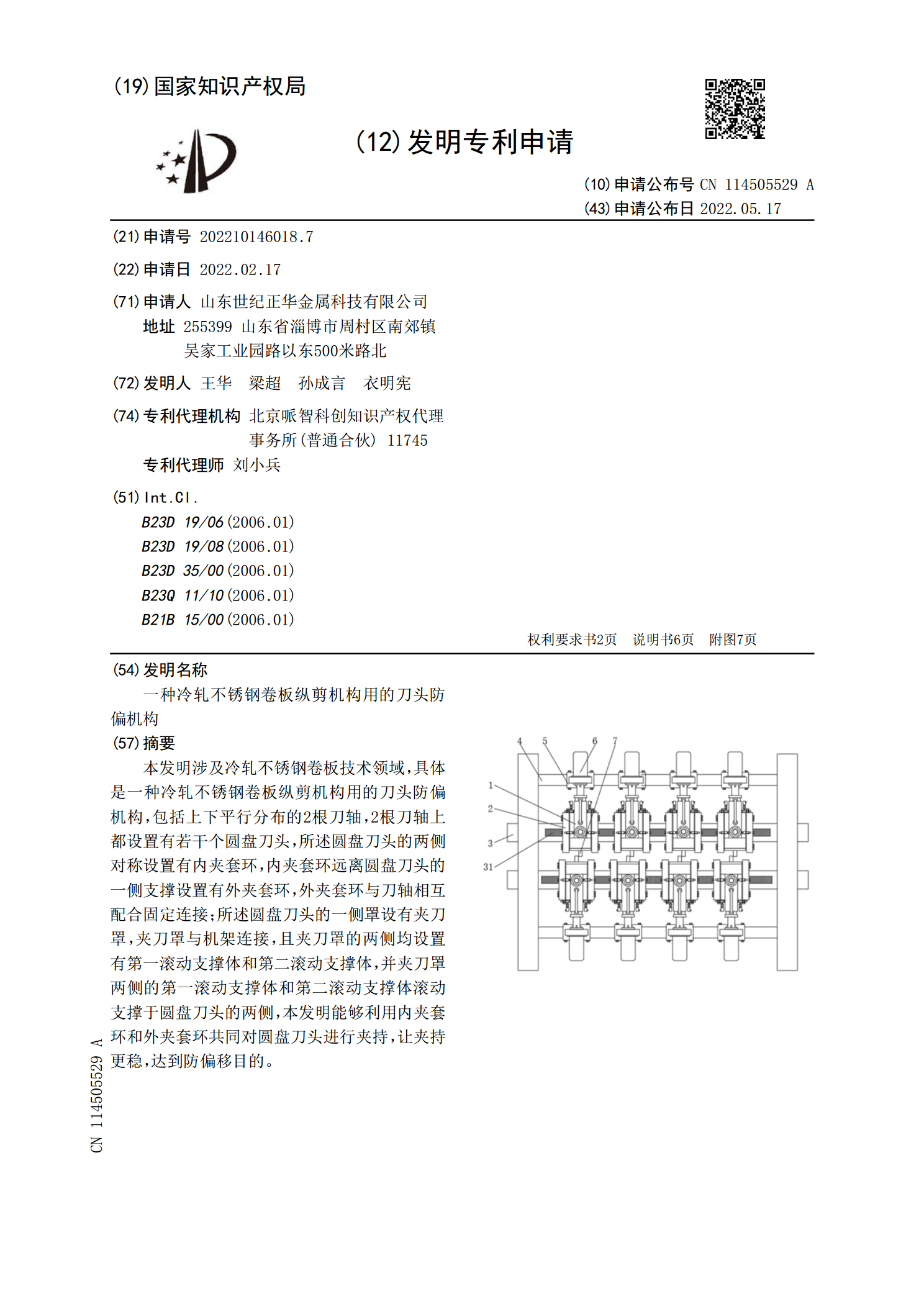
一种冷轧不锈钢卷板纵剪机构用的刀头防偏机构.pdf
本发明涉及冷轧不锈钢卷板技术领域,具体是一种冷轧不锈钢卷板纵剪机构用的刀头防偏机构,包括上下平行分布的2根刀轴,2根刀轴上都设置有若干个圆盘刀头,所述圆盘刀头的两侧对称设置有内夹套环,内夹套环远离圆盘刀头的一侧支撑设置有外夹套环,外夹套环与刀轴相互配合固定连接;所述圆盘刀头的一侧罩设有夹刀罩,夹刀罩与机架连接,且夹刀罩的两侧均设置有第一滚动支撑体和第二滚动支撑体,并夹刀罩两侧的第一滚动支撑体和第二滚动支撑体滚动支撑于圆盘刀头的两侧,本发明能够利用内夹套环和外夹套环共同对圆盘刀头进行夹持,让夹持更稳,达到防