
小麦制粉:筛分.ppt

kp****93


1/10
2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共66页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

小麦制粉:筛分.ppt
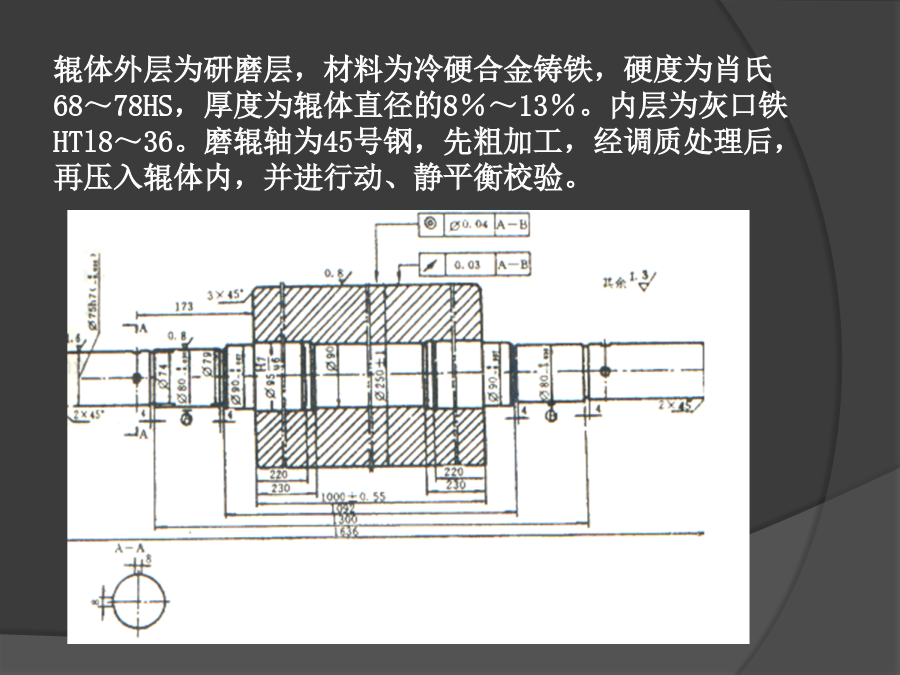
磨辊的技术特性辊体外层为研磨层,材料为冷硬合金铸铁,硬度为肖氏68~78HS,厚度为辊体直径的8%~13%。内层为灰口铁HTl8~36。磨辊轴为45号钢,先粗加工,经调质处理后,再压入辊体内,并进行动、静平衡校验。磨辊技术特性1B轧距与剥刮率的关系。如1B轧距为0.9mm时,剥刮率为20%;轧距在0.7mm时,剥刮率增加到35%;轧距缩小为0.5mm时剥刮率达75%。各道磨粉机的参考轧距对于指定磨粉机,通常以工作流量适中,磨下物中各在制品含量与要求—致,提取的渣、心、粉的品质较好,后续设备流量平衡时的轧距

小麦品质与制粉要点.ppt
第一篇小麦制粉与面制食品生产第一章小麦品质及小麦制粉1.按播种季节划分可分为春小麦和冬小麦。长城以北地区冬季严寒小麦不能越冬在春季播种当年秋天收获称春小麦。长城以南小麦秋季播种越冬后春季返青夏季收获称冬小麦。我国以种植冬小麦为主。春小麦籽粒两端尖腹沟深皮层较厚出粉率较低。2.按皮色划分可分为白皮小麦和红皮小麦。白皮小麦籽粒呈黄白色或浅黄色红皮小麦籽粒呈深红色或红褐色。我国群众习惯上偏爱白皮小麦白皮小麦的市场价格也高于红皮小麦。3.按胚乳质地划分可分为硬质小麦和软质小

小麦品质与制粉要点.ppt
第一篇小麦制粉与面制食品生产第一章小麦品质及小麦制粉1.按播种季节划分可分为春小麦和冬小麦。长城以北地区,冬季严寒,小麦不能越冬,在春季播种,当年秋天收获,称春小麦。长城以南,小麦秋季播种,越冬后,春季返青,夏季收获,称冬小麦。我国以种植冬小麦为主。春小麦籽粒两端尖,腹沟深,皮层较厚,出粉率较低。2.按皮色划分可分为白皮小麦和红皮小麦。白皮小麦籽粒呈黄白色或浅黄色,红皮小麦籽粒呈深红色或红褐色。我国群众习惯上偏爱白皮小麦,白皮小麦的市场价格也高于红皮小麦。3.按胚乳质地划分可分为硬质小麦和软质小麦。胚
小麦碾皮制粉的发展.pdf
训,f)2000年第25卷第1期西部粮油科技3一一7小麦碾皮制粉的发展T2堕.唐和了2、【1.国家粮赍局科研院.北京100037:2湖北省粮食机械r.湖北武沉430022)、,摘要:阐述了国内外正常生产的小麦碾皮制耕概况,论逮了碾主工艺和碾麦机,着水润麦工艺、设备和碾皮主的制将工艺,并得出了几点结论关键词::圭堡垒量垃;垒主;工艺;曼垫;苎兰塑查.中圈分类号:2114文献标识码:^文章编号:1007—6395(2000}01—000305碾皮制粉法.原商业部科研院的小麦籽粒分层碾磨法;日本1国内外正常生产

小麦制粉384学习教案.pptx
小麦(xiǎomài)制粉384234567891011121314151617181920212223242526272829303132333435363738394041424344454647484950515253545556575859606162636465666768697071727374757677787980818283