
一种树脂基摩擦体、树脂基合成闸片及其制备方法.pdf

志玉****爱啊


1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种树脂基摩擦体、树脂基合成闸片及其制备方法.pdf
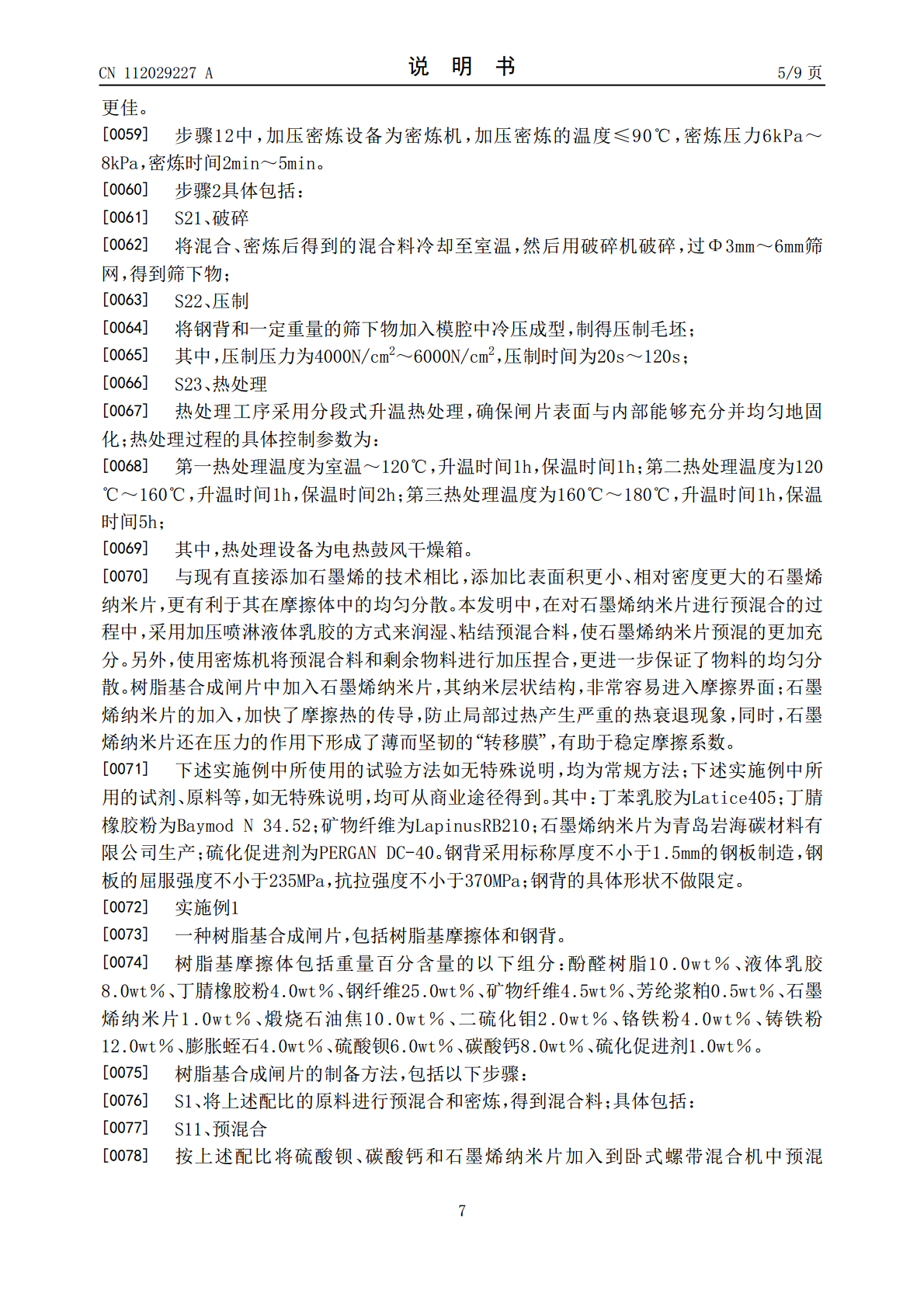
本发明提供了一种树脂基摩擦体、树脂基合成闸片及其制备方法,属于摩擦制动技术领域。所述树脂基摩擦体包括按质量百分比计算如下组分:酚醛树脂8~12wt%、液体乳胶5~10wt%、丁腈橡胶粉3wt%~6wt%、钢纤维20wt%~28wt%、矿物纤维2wt%~5wt%、芳纶浆粕0.1wt%~2wt%、石墨烯纳米片0.1wt%~5wt%、煅烧石油焦8wt%~12wt%、二硫化钼1wt%~5wt%、铬铁粉3wt%~8wt%、铸铁粉10wt%~15wt%、膨胀蛭石1wt%~5wt%、硫酸钡5wt%~10wt%、碳酸钙5

一种低树脂基摩擦材料及其制备方法.pdf
本发明公开了一种低树脂基摩擦材料及其制备方法,属于摩擦材料技术领域。本发明的低树脂基摩擦材料包括:按重量百分比计,PVB树脂6~9%、丁腈胶粉1~2%、混杂纤维14~28%、铬铁矿粉6~14%、腰果壳油摩擦粉6~12%、鳞片石墨6~12%、硫化锑6~10%、蛭石2~12%和硫酸钡10~50%。本发明以PVB树脂辅以丁腈胶粉共混作为粘结剂,铜纤维和PAN基碳纤维混杂作为增强纤维,同时辅以增摩减磨填料和空间填料制备得到。其摩擦材料使用的树脂含量低,生产成本低,对环境污染小;并且摩擦材料的抗热衰退性和耐磨性好、

一种大豆油基树脂及其制备方法、大豆油基树脂固化物及其制备方法.pdf
本发明提供了一种大豆油基树脂及其制备方法、大豆油基树脂固化物及其制备方法,属于功能材料技术领域。本发明以香草醇为原料与甲基丙烯酸酐发生第一酯化反应,生成的甲基丙烯酸香草醇酯保留了香草醇的刚性苯环结构,且双键含量高、粘度低,是一种理想的反应型稀释剂,可以代替苯乙烯作为后续第二酯化反应的稀释剂;同时第一酯化反应后剩余的甲基丙烯酸酐与环氧大豆油丙烯酸酯发生第二酯化反应,实现环氧大豆油丙烯酸酯的改性,有利于保证所得大豆油基树脂固化后获得交联度高、热稳定性和力学性能优异的大豆油基树脂固化物。

一种金属基感光树脂版支持体及其制备方法.pdf
本发明公开了一种金属基感光树脂版支持体,自下至上依次为基材、底层和粘接层,在底层中含有至少一种光交联树脂、热固化树脂、可吸收紫外光的物质和光引发剂。该支持体底层具有热固化和光交联双重功能,制版时底层耐洗版液溶胀,浮雕边缘部分与底基无缝连接,提高印版品质;粘接层采取印刷网点式涂布工艺进行涂布,该支持体可以成卷或堆垛存放,该金属基感光树脂版支持体与弹性体覆膜前后均具有长期存放粘接力稳定的优点。
乙烯基酯树脂及其制备方法、乙烯基酯树脂改性蓖麻油基聚氨酯树脂及其制备方法和应用.pdf
本发明属于高分子材料技术领域,具体涉及一种乙烯基酯树脂及其制备方法、光固化乙烯基酯树脂改性蓖麻油基聚氨酯丙烯酸酯树脂及其制备方法和应用。本发明将环氧树脂、二元羧酸或二元羧酸酐进行增链后,再与不饱和一元酸反应一定时间,然后加入稀释剂稀释后得到乙烯基酯树脂;将二异氰酸酯和蓖麻油反应一定时间后,加入丙烯酸羟烷酯进行封端,得到蓖麻油基聚氨酯丙烯酸酯树脂;将得到的乙烯基酯树脂与蓖麻油基聚氨酯丙烯酸酯树脂混合,得到光固化乙烯基酯树脂改性蓖麻油基聚氨酯丙烯酸酯树脂。本发明可以有效地提高光固化膜的玻璃化转变温度与拉伸强度