
采用控轧控冷工艺生产一种直接切削用40Cr钢生产方法.pdf

子璇****君淑


1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
采用控轧控冷工艺生产一种直接切削用40Cr钢生产方法.pdf
本发明属于40Cr钢轴、杆类件生产技术领域,具体涉及采用控轧控冷工艺生产一种直接切削用40Cr钢生产方法。主要步骤为:铁水+废钢→电炉→LF精炼→VD真空精炼→连铸→缓冷→加热→除鳞→开坯→待温→连轧→穿水→缓冷;本发明通过铸坯三段式电磁搅拌参数、恒拉速等工艺参数控制低倍和偏析获得良好的铸坯质量;控轧控冷技术通过开坯大变形和中间坯待温使组织充分回复再结晶获得均匀组织,控制进连轧温度≤860℃,使组织变形的奥氏体晶粒充分再结晶以及防止混晶、粗晶现象;而且经控轧控冷工艺处理的40Cr延伸率提升6~8%和面缩率

采用控轧控冷工艺生产低成本抗震钢筋.docx
采用控轧控冷工艺生产低成本抗震钢筋采用控轧控冷工艺生产低成本抗震钢筋摘要:钢筋比例在建筑结构中起着至关重要的作用,特别是在抗震设计中,钢筋材料的性能和质量对结构的安全性有直接影响。为了降低抗震钢筋的成本,提高质量,控轧控冷工艺在钢筋生产中被广泛采用。本论文对控轧控冷工艺生产低成本抗震钢筋的原理、工艺特点、质量要求以及应用前景进行了详细研究。1.引言钢筋是建筑结构中常用的用于增加混凝土抗拉强度的材料。在抗震设计中,抗震钢筋的质量和性能对结构的安全性和可靠性至关重要。然而,传统的钢筋生产工艺成本较高,不利于大

一种单机架炉卷轧机生产双相钢的控轧控冷工艺.pdf
本发明一种单机架炉卷轧机生产双相钢的控轧控冷工艺,开发3500mm单机架炉卷轧机的粗轧4道次、精轧7道次、待温2道次新轧制模式、开发炉卷轧机的粗轧4道次、精轧6道次、待温1道次新轧制模式、开发精轧第1道次与待温道次高压小流量除鳞工艺、开发一级程序逻辑控制待温道次速度功能、开发炉卷轧机精轧结束后自动控温功能、开发炉卷轧机精轧结束后自动抛钢功能、开发炉卷轧机在轧件任意长度上恒定升速功能等,解决了单机架炉卷轧机热轧高端特殊精品生产过程中出现的新问题,实现了精轧结束自动控温与抛钢取代人工数秒后手动抛钢,改善轧件入
一种HRB400E核电钢的控轧控冷生产工艺.pdf
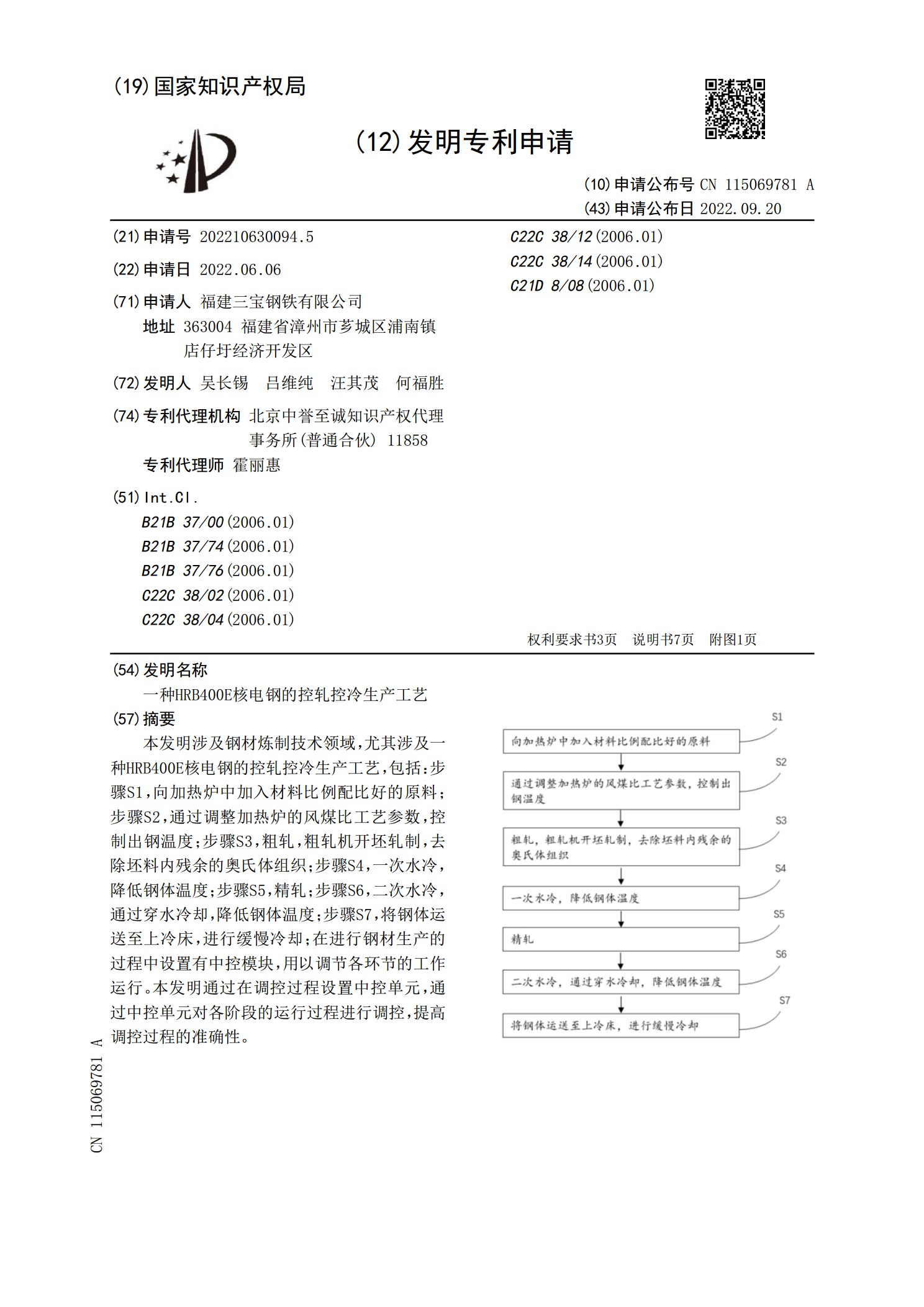
本发明涉及钢材炼制技术领域,尤其涉及一种HRB400E核电钢的控轧控冷生产工艺,包括:步骤S1,向加热炉中加入材料比例配比好的原料;步骤S2,通过调整加热炉的风煤比工艺参数,控制出钢温度;步骤S3,粗轧,粗轧机开坯轧制,去除坯料内残余的奥氏体组织;步骤S4,一次水冷,降低钢体温度;步骤S5,精轧;步骤S6,二次水冷,通过穿水冷却,降低钢体温度;步骤S7,将钢体运送至上冷床,进行缓慢冷却;在进行钢材生产的过程中设置有中控模块,用以调节各环节的工作运行。本发明通过在调控过程设置中控单元,通过中控单元对各阶段的

控轧控冷工艺对建筑用钢组织与性能的影响.docx
控轧控冷工艺对建筑用钢组织与性能的影响标题:控轧控冷工艺对建筑用钢组织与性能的影响摘要:控轧控冷工艺是建筑用钢材加工过程中重要的制造方法。该工艺通过调控轧制温度和冷却速率,可以显著改善钢材的组织和性能。本文将从组织与性能两方面探讨控轧控冷工艺对建筑用钢的影响,以期为该领域的研究和应用提供参考。引言:钢材是建筑结构中最常用的材料之一,其性能直接关系到结构的安全可靠性。控轧控冷工艺作为一种重要的钢材加工方法,被广泛应用于建筑用钢的生产中。它能够通过调控轧制温度和冷却速率,实现钢材组织和性能的优化,提高钢材的强