
转炉低碳低硅钢生产实践.pdf

as****16


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
转炉低碳低硅钢生产实践.pdf
2002年l1月第四期出全9转炉低碳低硅钢生产实践戚雄伟(杭州钢铁集团公司转炉炼钢厂杭I州310022)摘要:HG1O钢是杭州钢铁集团公司根据市场需求生产的一种低碳低硅钢种。对现有设备条件下如何完善HG10钢的生产工艺,以及生产过程中出现的两大难题进行了分析和探讨。关键词:低碳低硅钢;工艺流程;皮下气泡;连铸结水口0前言1HG10钢的特性低碳低硅钢因其良好的抗拉性和延展性,经热1.1化学成分(见表1)轧后,其冷轧再加工性能仍较好,因而深受用户欢表1HG10钢的化学成分%迎,业已成为钢材市场的“新宠”。杭钢

转炉冶炼低碳低硅钢的生产实践.pdf
"###Äê!#ÔÂÁ¶¸ÖH4$C"###¡¤"R¡¤µÚ!’¾íµÚPÆÚ6$558J+S/,-T18C!’U1CPת¯ұÁ¶µÍ̼µÍ¹è¸ÖµÄÉú²úʵ¼ùÕÅÇì¹ú°×Á¬³¼Ê¯ÓñÁ¼Õź鲨ÀîÒãƽ£¨ÌÆɽ¸ÖÌú¹É·ÝÓÐÏÞ¹«Ë¾£©ÕªÒªÍ¨¹ý²âÁ¿!"#$ÑõÆø¶¥´µ×ªÂ¯Öյ㡢¸Ö°ü¸ÖË®Ñõº¬Á¿£¬»Ø¹é³öת¯ÖÕµã̼¡¢Ñõ·½³Ì¼°ÍÑÑõºÏ½ð»¯Ê±ÍÑÑõ¼Á¼ÓÈëÁ¿ÓëÍÑÑõÁ¿·½³Ì£
一种小转炉生产低碳低硅钢的脱氧方法.pdf
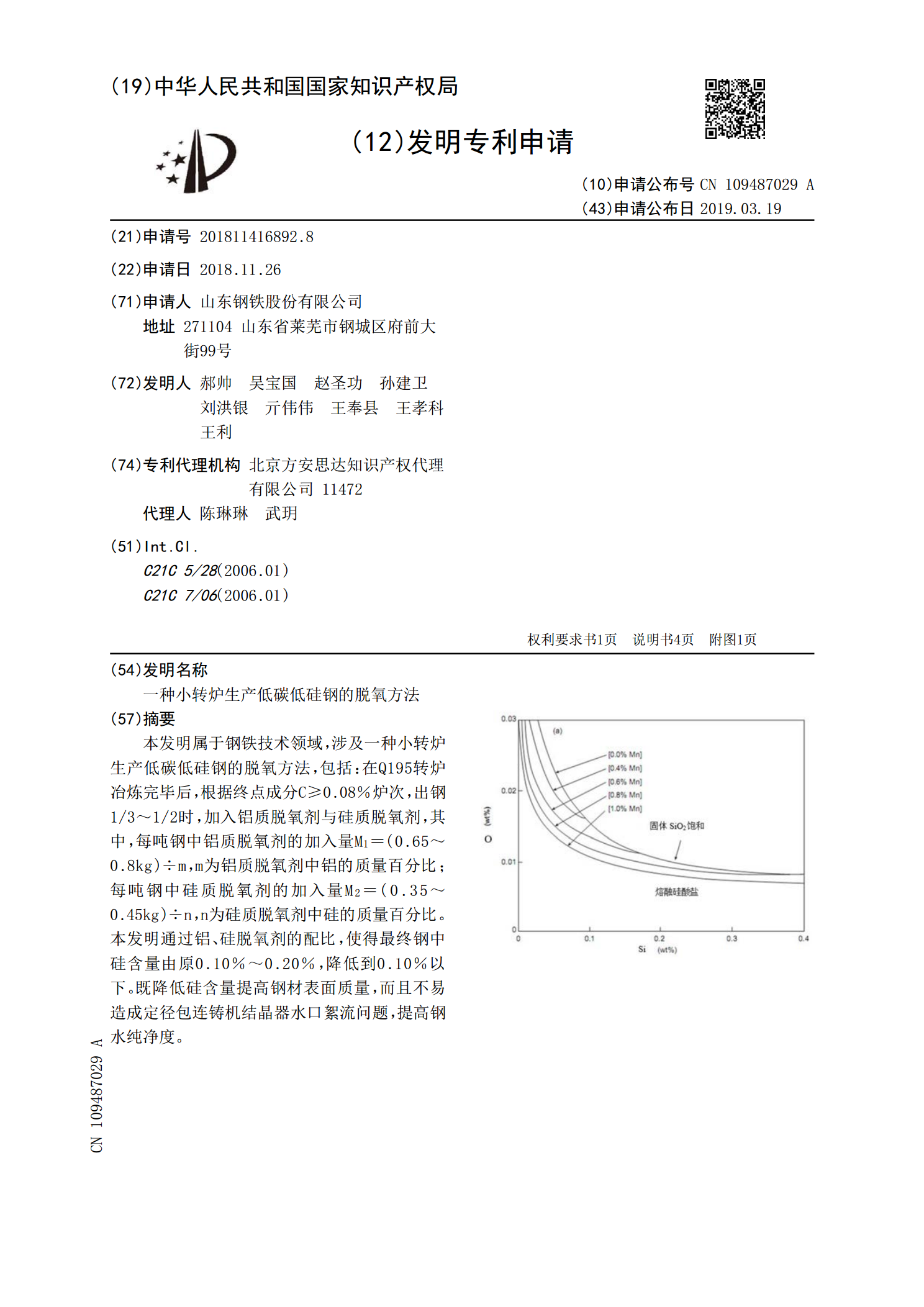
本发明属于钢铁技术领域,涉及一种小转炉生产低碳低硅钢的脱氧方法,包括:在Q195转炉冶炼完毕后,根据终点成分C≥0.08%炉次,出钢1/3~1/2时,加入铝质脱氧剂与硅质脱氧剂,其中,每吨钢中铝质脱氧剂的加入量M

低碳低硅钢脱氧工艺.pdf
本发明涉及一种低碳低硅钢脱氧工艺。其工艺流程是:转炉出钢:转炉终点氧含量在500ppm以上时出钢;开始出钢时加入碳粉粗脱氧:按碳粉0.15~0.25kg/吨钢的计量,加入碳粉进行粗脱氧;出钢1/2或2/3时加入铝铁进行脱氧合金化:按铝铁1.5~2.5kg/吨钢的计量,加入铝铁进行脱氧合金化;钢水包开至吹氩站;补加铝铁:用定氧探头测量钢包氧含量,根据测定氧含量补加铝铁,调整钢包氧含量到50ppm以下;吹氩:从出钢开始进行吹氩,流量为300~400NL/min,当钢水包开至吹氩站时调整底吹氩气流量50~80N

一种适用于转炉冶炼低碳低硅钢的脱氧控制方法.pdf
本发明公开了一种适用于转炉冶炼低碳低硅钢的脱氧控制方法,生产低碳低硅钢脱氧路线采用转炉+钢包的分步操作方法进行脱氧:出钢前期采用铝系脱氧剂对转炉内的钢水进行沉淀脱氧,转炉内脱氧后的钢水出钢至钢包后采用二次脱氧进行合金化,脱氧顺序由弱到强采用电石+低碳锰铁+铝锰铁+硅钙系合金的方式;3)根据碳氧平衡理论及各合金元素脱氧量进行数据回归拟合,得出分步脱氧模型参数的二次回归方程,利用函数建立的数学模型制定各阶段加入量参照表,通过现场生产验证钢包氧含量可以稳定控制在15~30ppm之间,满足低硅低碳钢等钢种直上对流