
连续热镀锌退火炉控制系统的设计与实现1994.pdf

as****16

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连续热镀锌退火炉控制系统的设计与实现1994.pdf
技术改造S—f/.6连续热镀锌退火炉控制系统的设计与实现/田玉楚符雪桐吕勇哉张卫平杨建明高逢展(浙江大学工业控制技术研究所·杭州,310027)(宝山钢铁总厂)摘要针对大型夸轧带钢连续热镀锌退戈过程模型化厦控制这一技术难道·泰文以某实际系统为背景,提出了一种具体的设计与实现方案=泰系统的研制成功地填补了国内空白,具有显著的经济鼓益和社会鼓益,对于其它类似的大型引进项目的技术消化和技术改造也有一定的誊考价值关键词竺堂塑,连续退火,堡盎璺,芝型墨丝1引言联台攻关。本文即是该项目中控制系统设计与实现方面工作的总

冷轧热镀锌连续退火炉控制系统的设计的任务书.docx
冷轧热镀锌连续退火炉控制系统的设计的任务书任务书:冷轧热镀锌连续退火炉控制系统的设计一、任务背景冷轧热镀锌连续退火炉是钢铁行业重要的生产设备,它可以用于改善不合格的钢板性能,提高铜铝及钢材的表面处理,使其具有更好的耐腐蚀性和机械性能。在生产过程中,连续退火炉的控制系统是关键的,直接影响到产品的质量和生产效率。因此,设计一套可靠、高效的连续退火炉控制系统势在必行。二、任务要求1.确定系统的设计目标和要求,包括控制参数的范围、控制精度、生产效率等。2.基于物理模型和控制理论,构建连续退火炉控制系统的数学模型。

连续热镀锌退火炉存在的问题分析.docx
连续热镀锌退火炉存在的问题分析连续热镀锌退火炉作为一种常见的热处理设备,主要用于对钢材进行退火和镀锌处理。然而,这种设备在使用过程中也存在一些问题,本文将对其存在的问题进行分析和探讨,并提出一些可行的解决方案。一、设备部件易损坏连续热镀锌退火炉由多个部件组成,包括燃烧器、加热炉管、风机、输送带、冷却塔等,这些部件的过热、不稳定或长期使用容易导致部件的损坏。例如热镀锌退火炉炉管常因过热、冷却不均等原因导致变形、龟裂;输送带长期使用会出现磨损或破裂;冷却塔也容易受到腐蚀和积垢等影响,从而影响冷却效果。解决方案
连续热镀锌退火炉氢气回收装置.pdf
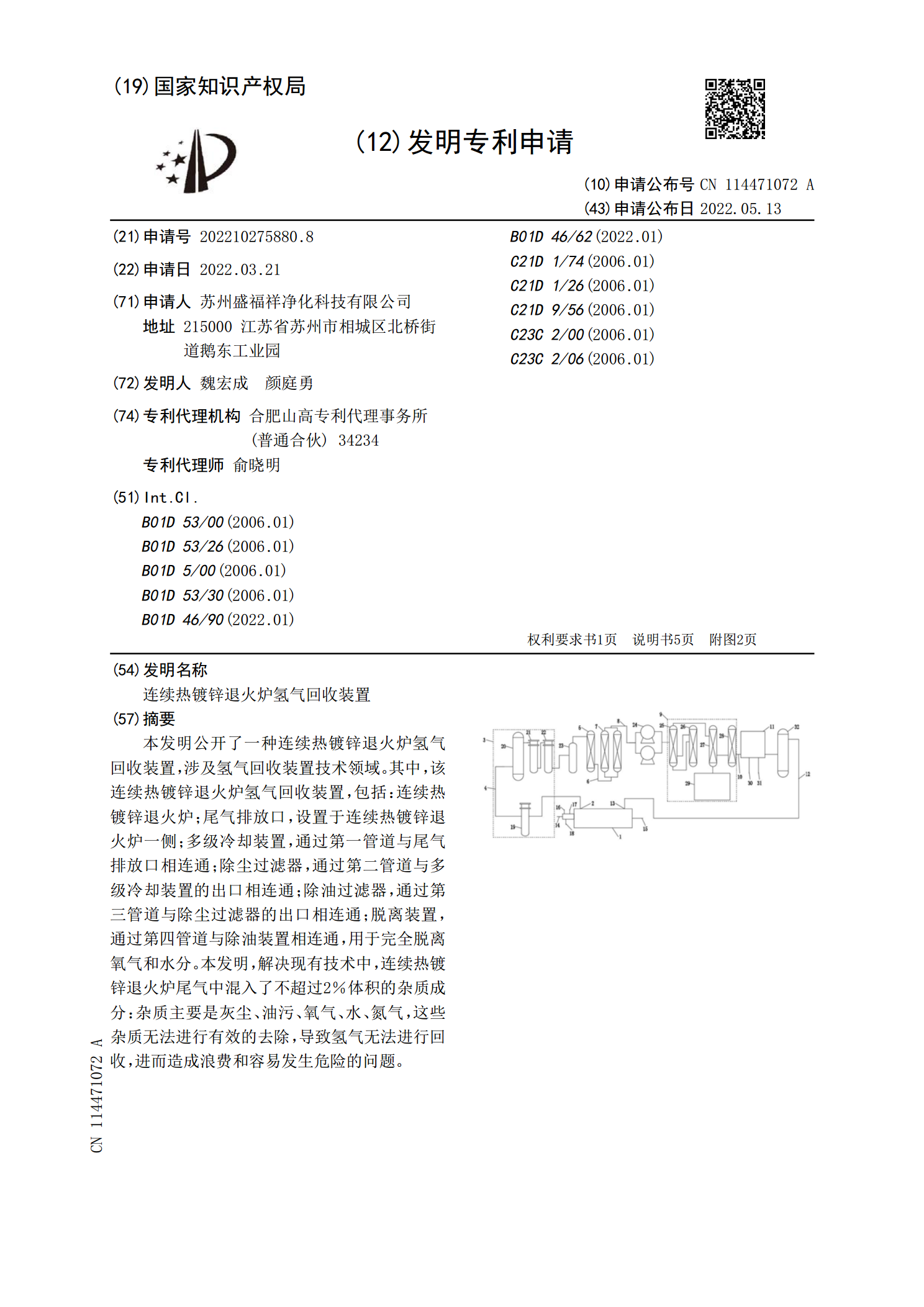
本发明公开了一种连续热镀锌退火炉氢气回收装置,涉及氢气回收装置技术领域。其中,该连续热镀锌退火炉氢气回收装置,包括:连续热镀锌退火炉;尾气排放口,设置于连续热镀锌退火炉一侧;多级冷却装置,通过第一管道与尾气排放口相连通;除尘过滤器,通过第二管道与多级冷却装置的出口相连通;除油过滤器,通过第三管道与除尘过滤器的出口相连通;脱离装置,通过第四管道与除油装置相连通,用于完全脱离氧气和水分。本发明,解决现有技术中,连续热镀锌退火炉尾气中混入了不超过2%体积的杂质成分:杂质主要是灰尘、油污、氧气、水、氮气,这些杂质

热镀锌连续退火炉的在线综合控制方法.pdf
本发明公开了一种热镀锌连续退火炉的在线综合控制方法,通过在线检测模块采集带钢运行信息,包括带钢速度、处理工艺、钢卷代码和带钢规格;根据采集的带钢运行信息,通过专家数据库调用主要参数,由速度模型、传热模型以及带温反馈模型共同作用,完成热负荷设定和速度设定,从而根据设定的参数自动控制一级控制系统,实现退火炉的在线生产控制;本发明基于传热机理分析,通过建立一维数学模型及专家数据库,由粗调、微调两种交叉控制方法,实现退火炉的在线生产控制,同时还另外增加了过渡控制方法等一系列完整的控制策略,从而形成较为完善的控制方