
轧无取向硅钢连续退火线干燥炉设计.doc

qw****27


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轧无取向硅钢连续退火线干燥炉设计.doc
冷轧无取向硅钢连续退火线干燥炉设计龚彦兵摘要:以理论与实践经验为基础,详细阐述了用于冷轧无取向硅钢片绝缘涂层的干燥炉的设计及生产工艺、结构特点等全部要素的设计方法,同时简单地介绍了漂浮器这一新设备。关键词:冷轧无取向硅钢干燥炉设计DESIGNOFDRYINGFURNACEINCONTINUOUSANNEALINGLINEFORCOLDROLLEDNON—ORIENTEDSILICONSTRIPGongYanbing(WuhanIron&SteelDesignAndResearchInstitute)Abs

一种无取向硅钢的连轧方法.pdf
本申请涉及轧制工艺技术领域,揭示了一种无取向硅钢的连轧方法。该方法包括:获取至少两个无取向硅钢,根据所述无取向硅钢获取所述无取向硅钢的厚度以及所述无取向硅钢的硅含量;根据所述厚度以及所述硅含量计算出焊接速度;根据所述厚度以及所述硅含量获取特定成分的焊丝;根据所述厚度以及所述硅含量计算出所述焊丝的送丝速度;根据所述送丝速度以及所述焊接速度对两个所述无取向硅钢进行焊接;对完成焊接的无取向硅钢进行轧制。本申请使焊接后焊缝晶粒尺寸降低,焊缝强度提高,焊缝轧制断带率由90%降低至1%,焊缝轧制通过性显著提高。
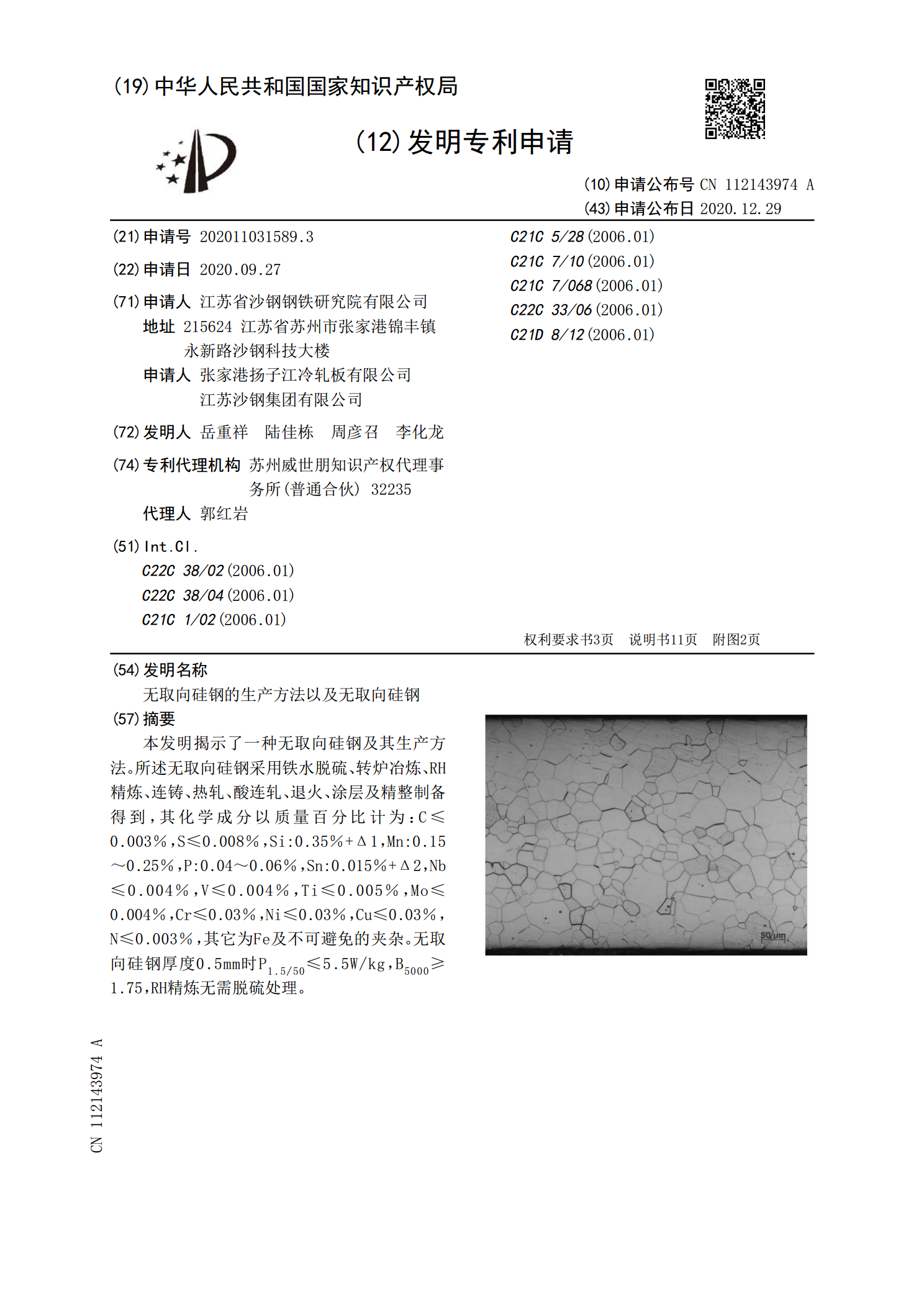
无取向硅钢的生产方法以及无取向硅钢.pdf
本发明揭示了一种无取向硅钢及其生产方法。所述无取向硅钢采用铁水脱硫、转炉冶炼、RH精炼、连铸、热轧、酸连轧、退火、涂层及精整制备得到,其化学成分以质量百分比计为:C≤0.003%,S≤0.008%,Si:0.35%+Δ1,Mn:0.15~0.25%,P:0.04~0.06%,Sn:0.015%+Δ2,Nb≤0.004%,V≤0.004%,Ti≤0.005%,Mo≤0.004%,Cr≤0.03%,Ni≤0.03%,Cu≤0.03%,N≤0.003%,其它为Fe及不可避免的夹杂。无取向硅钢厚度0.5mm时P
低牌号无取向硅钢精轧过程相变的轧制方法.pdf
低牌号无取向硅钢精轧过程相变的轧制方法,属于轧钢技术领域,其特征是加热炉一加热段的出炉目标温度是-50±30℃,二加热段的出炉目标温度是+20±30℃,均热段的出炉目标温度是±30℃;粗轧机轧出厚度调至40mm,粗轧机出口温度调整至950℃~990℃,粗轧第五道速度≥4.7m/s;精轧机组前三个机架压下率均为59%~37%,前三个机架轧出厚度均是20~6.5mm;前三个机架入口温度均为930~900℃,前三个机架轧制速度是0.9~2.9m/s。本发明可以避免精轧机架间秒流量受变形抗力变化的影响,保持相对平
无取向硅钢连续生产线安装方法.pdf
一种无取向硅钢连续生产线安装方法,其特征在于包括以下步骤:a“门”型框架钢结构的制作安装,b在线单体设备安装,c卧式连续退火炉设备安装和d工艺管道安装,包含工业管道和机组中间配管安装。本发明的无取向硅钢机械设备安装方法具有提高安装效率,缩短工期;施工过程简化、紧凑,大大节约人工及施工成本和工程质量安全可靠,经济效益高的优点。