
无取向硅钢连续生产线安装方法.pdf

书生****萌哒


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
无取向硅钢连续生产线安装方法.pdf
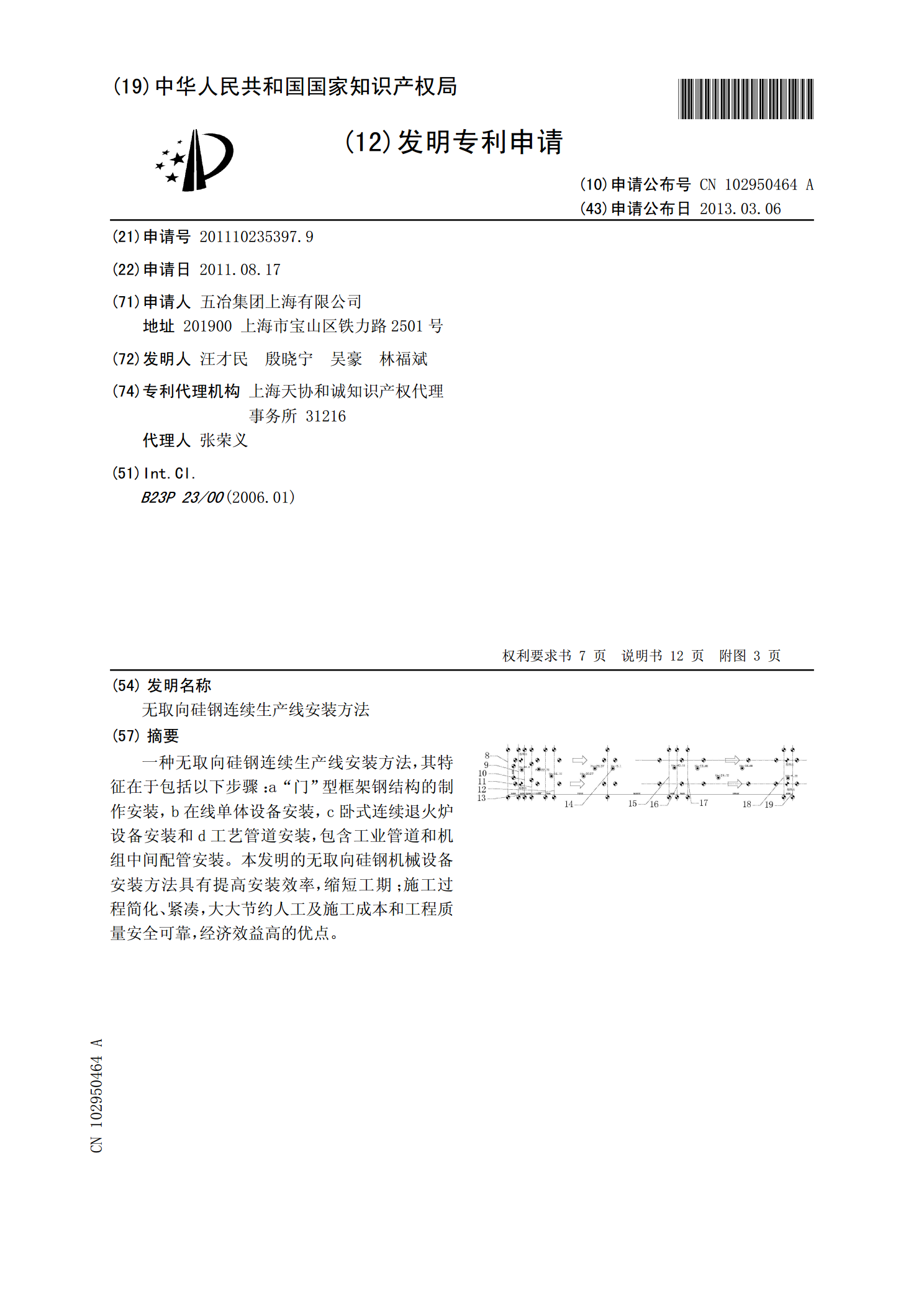
一种无取向硅钢连续生产线安装方法,其特征在于包括以下步骤:a“门”型框架钢结构的制作安装,b在线单体设备安装,c卧式连续退火炉设备安装和d工艺管道安装,包含工业管道和机组中间配管安装。本发明的无取向硅钢机械设备安装方法具有提高安装效率,缩短工期;施工过程简化、紧凑,大大节约人工及施工成本和工程质量安全可靠,经济效益高的优点。
无取向硅钢的生产方法以及无取向硅钢.pdf
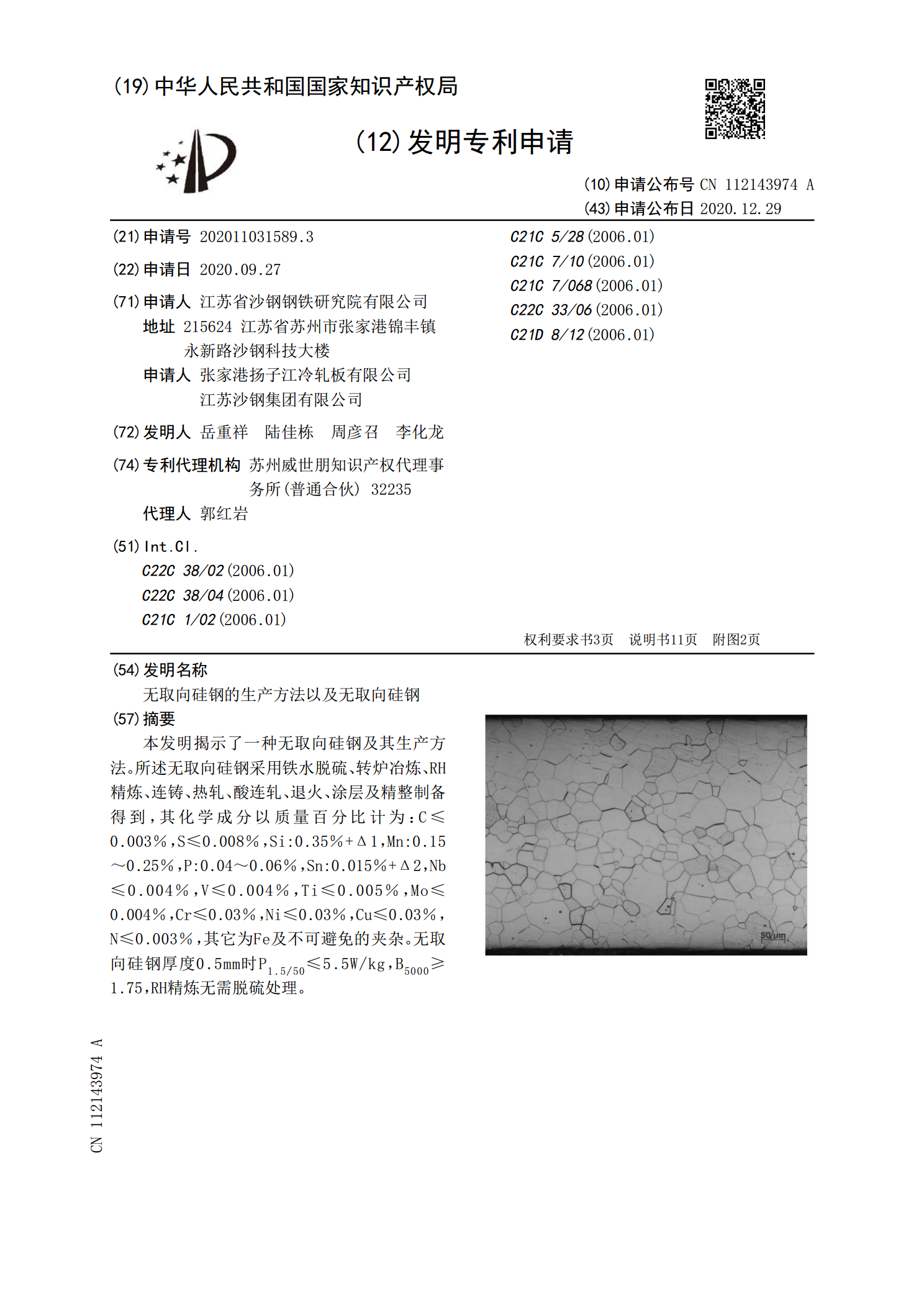
本发明揭示了一种无取向硅钢及其生产方法。所述无取向硅钢采用铁水脱硫、转炉冶炼、RH精炼、连铸、热轧、酸连轧、退火、涂层及精整制备得到,其化学成分以质量百分比计为:C≤0.003%,S≤0.008%,Si:0.35%+Δ1,Mn:0.15~0.25%,P:0.04~0.06%,Sn:0.015%+Δ2,Nb≤0.004%,V≤0.004%,Ti≤0.005%,Mo≤0.004%,Cr≤0.03%,Ni≤0.03%,Cu≤0.03%,N≤0.003%,其它为Fe及不可避免的夹杂。无取向硅钢厚度0.5mm时P

冷轧无取向硅钢薄带连续退火冷却控制方法.pdf
本发明公开了一种无取向硅钢薄带连续退火冷却控制方法,在还原气氛保护下采取分区段进行冷却控制把钢带从退火冷却起始温度冷却到工艺设定温度;沿钢带的运行方向温度从高至低共分五个冷却区段,高温缓冷区段、中温控冷区段、中低温快冷区段、炉外空气喷吹冷却区段、水浸及水喷冷却区段。通过在高速连续退火机组退火炉冷却段的装备进行改进、工艺进行优化,解决了高牌号无取向硅钢薄带经连续退火的横向磁性差异及板面质量不好的现实问题,实现高牌号无取向硅钢薄带在高速退火的理想冷却效果,可以大大提高无取向高牌号各向同性合格率,有效改善成品退
无取向硅钢的生产方法.pdf
本发明涉及炼钢领域,尤其是一种无取向硅钢的生产方法,无取向硅钢的生产方法,先将钢水浇铸成板坯,板坯在加热炉中进行加热,再将经过加热后的板坯经热轧工序得到热轧板,热轧板经酸轧、退火后得到无取向硅钢的成品板,板坯在加热炉中将温度加热至1120‑1220℃之间,进入热轧工序中板坯的温度在1080‑1200℃之间,按重量百分比计,无取向硅钢的成品板中Mn的含量不小于0.2%。使板坯在加热炉中加热后不出现塌腰情况的发生,即防止了采用普钢生产线生产无取向硅钢时热轧塌腰情况的发生,再通过热轧、酸轧、退火过程中生产出的无

无取向硅钢的生产方法.docx
无取向硅钢的生产方法无取向硅钢是一种具有低磁滞、高磁导和低损耗等特点的特殊冷轧硅钢。其磁化曲线近似为一个椭圆,使得其应用于电机、变压器等领域能够显著提高能源利用效率。本文将分析无取向硅钢的生产方法,并探讨其优缺点及应用展望。无取向硅钢的生产方法主要包括原料选用、熔炼、钢水处理、连铸、热轧、退火、冷轧等工序。首先,在原料选用时,优质石墨电石是无取向硅钢中必不可少的原料之一。精细的石墨电石中含有较少的杂质,有利于提高硅钢材料的品质。熔炼是制造无取向硅钢的关键步骤之一。在熔炼过程中,需要控制好温度、炉底压力、气