
轴承座机械加工工序卡片.doc

kp****93


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轴承座机械加工工序卡片.doc
三明学院机械加工工序卡片产品型号零件图号产品名称零件名称轴承座6钻铰16HT200毛皮种类毛坯外形尺寸每毛坯可制作数每台件数铸件250×15011设备名称设备型号设备编号同时加工件数看立式钻床Z5251夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件10s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工布工时r/minm/minmm/rmm机动辅助1钻孔至φ16mm高速钢钻刀、游标卡尺960200.125mm13.8752s2铰孔至左2mm铰刀、塞规.、卡尺972

轴承座机械加工工序过程卡片.doc
南通职业大学机械工程系机械加工工序卡片产品型号零件图号产品名称零件名称轴承座车间工序号工序名称材料牌号金工10钻ZL102毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数卧式车床Z30251夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1以上端面为基准,划线钻2-φ8的销孔Ra12.5。莫氏锥柄麻花钻φ715094.20.542

轴承座机械加工工艺工序卡片.doc
机械加工工序卡产品型号零件图号01共页产品名称轴承座零件名称轴承座材料牌号HT200毛坯种类铸铁毛坯外形尺寸215x150x89每毛坯件数1每台件数备注车间工序号工序名称材料牌号10粗铣底面HT200毛坯种类毛坯外形尺寸每毛坯件数每台件数HT200215x150x891设备名称设备编号同时加工件数铣床X6132夹具编号夹具名称切削液工序工时准终单件工步号工步内容工艺装备主轴转速/r·min切削速度/m·min进给量/r·mm切削深度/mm进给次数工时定额机动辅助1粗铣底面,保证尺寸30和815056
车床工序卡片---机械加工工序卡片.pdf
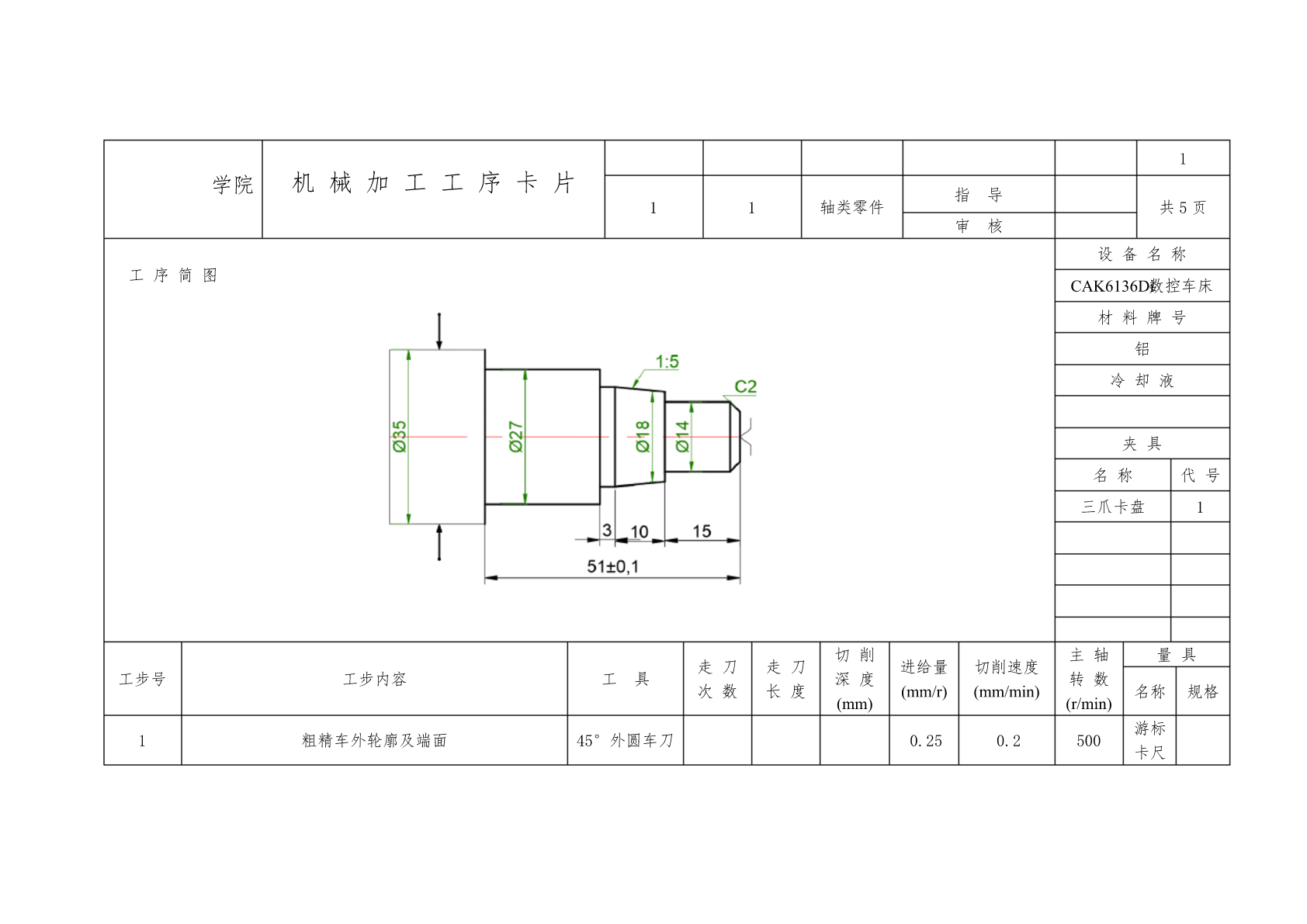
1机械加工工序卡片学院指导11轴类零件审核设备名称工序简图CAK6136Di数控车床材料牌号铝冷却液夹具名称代号三爪卡盘1切削主轴量具走刀走刀进给量切削速度工步号工步内容工具深度转数次数长度(mm/r)(mm/min)名称规格(mm)(r/min)游标1粗精车外轮廓及端面45°外圆车刀0.250.2500卡尺2机械加工工序卡片学院指导22轴类零件审核设备名称工序简图CAK6136Di数控车床材料牌号铝冷却液夹具名称代号三爪卡盘1切削切削速主轴量具走刀走刀进给量工步号工步内容工具深度度转数次数长
机械加工工序卡片.doc
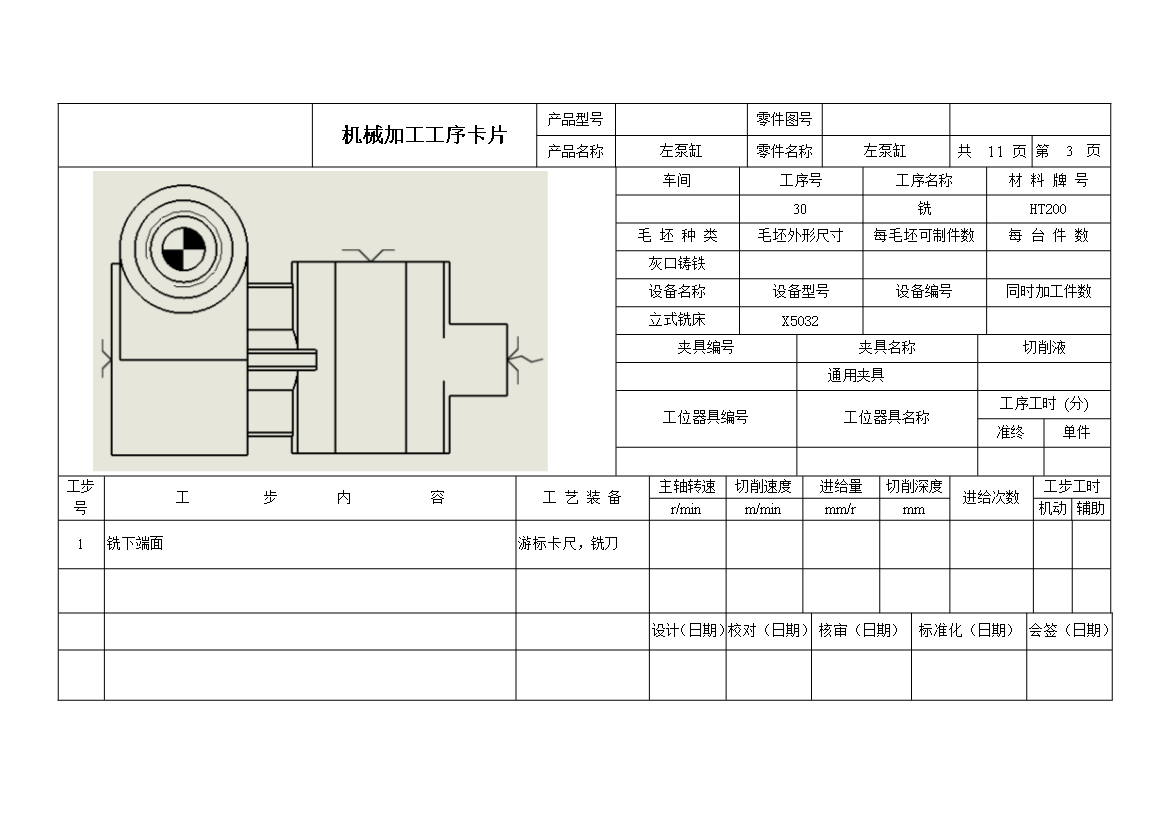
机械加工工序卡片产品型号零件图号产品名称左泵缸零件名称左泵缸车间工序号工序名称材料牌号30铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数灰口铸铁设备名称设备型号设备编号同时加工件数立式铣床X5032夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1铣下