
机械加工工序卡片.doc

努力****幻翠

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
车床工序卡片---机械加工工序卡片.pdf
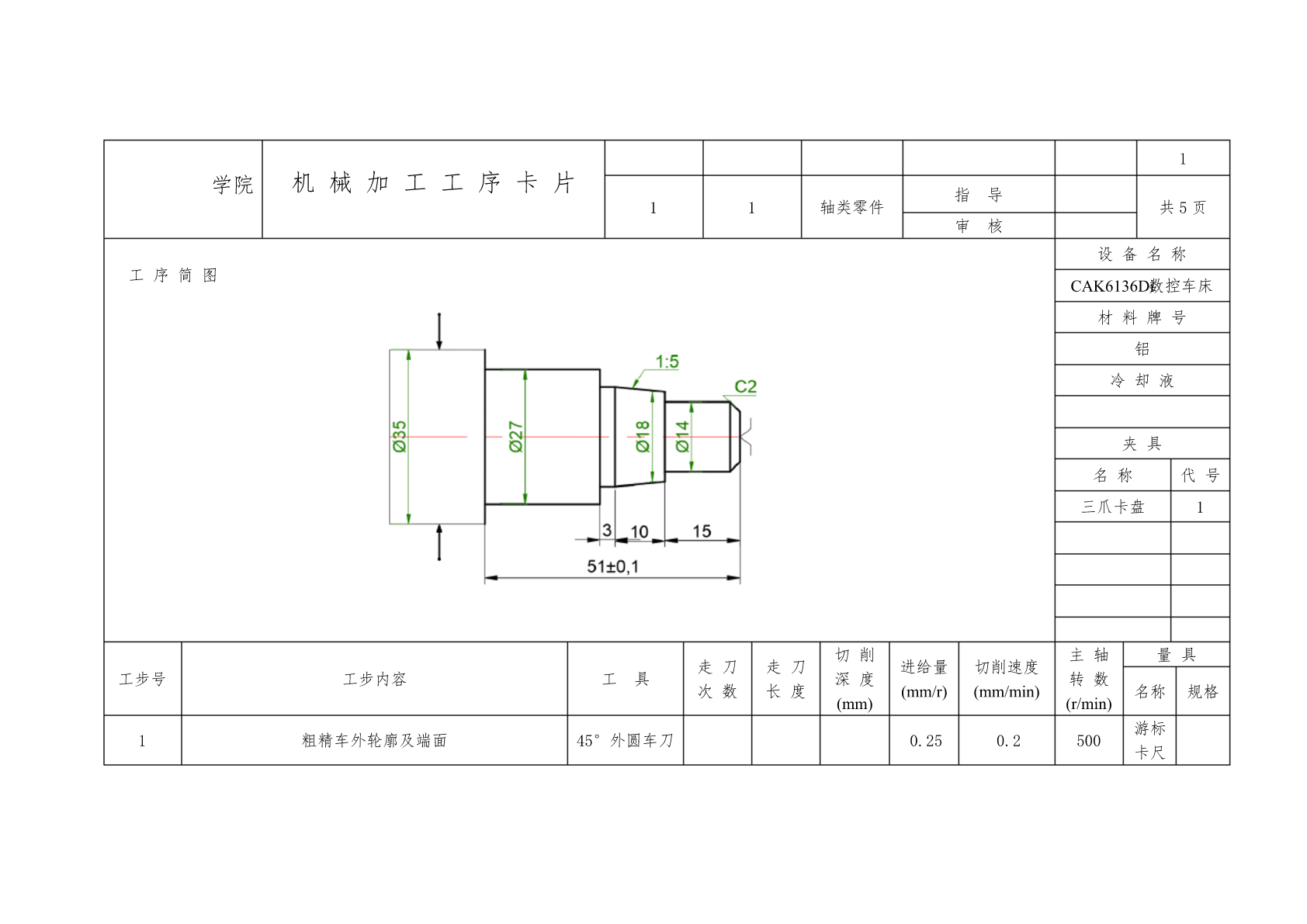
1机械加工工序卡片学院指导11轴类零件审核设备名称工序简图CAK6136Di数控车床材料牌号铝冷却液夹具名称代号三爪卡盘1切削主轴量具走刀走刀进给量切削速度工步号工步内容工具深度转数次数长度(mm/r)(mm/min)名称规格(mm)(r/min)游标1粗精车外轮廓及端面45°外圆车刀0.250.2500卡尺2机械加工工序卡片学院指导22轴类零件审核设备名称工序简图CAK6136Di数控车床材料牌号铝冷却液夹具名称代号三爪卡盘1切削切削速主轴量具走刀走刀进给量工步号工步内容工具深度度转数次数长
机械加工工序卡片.doc
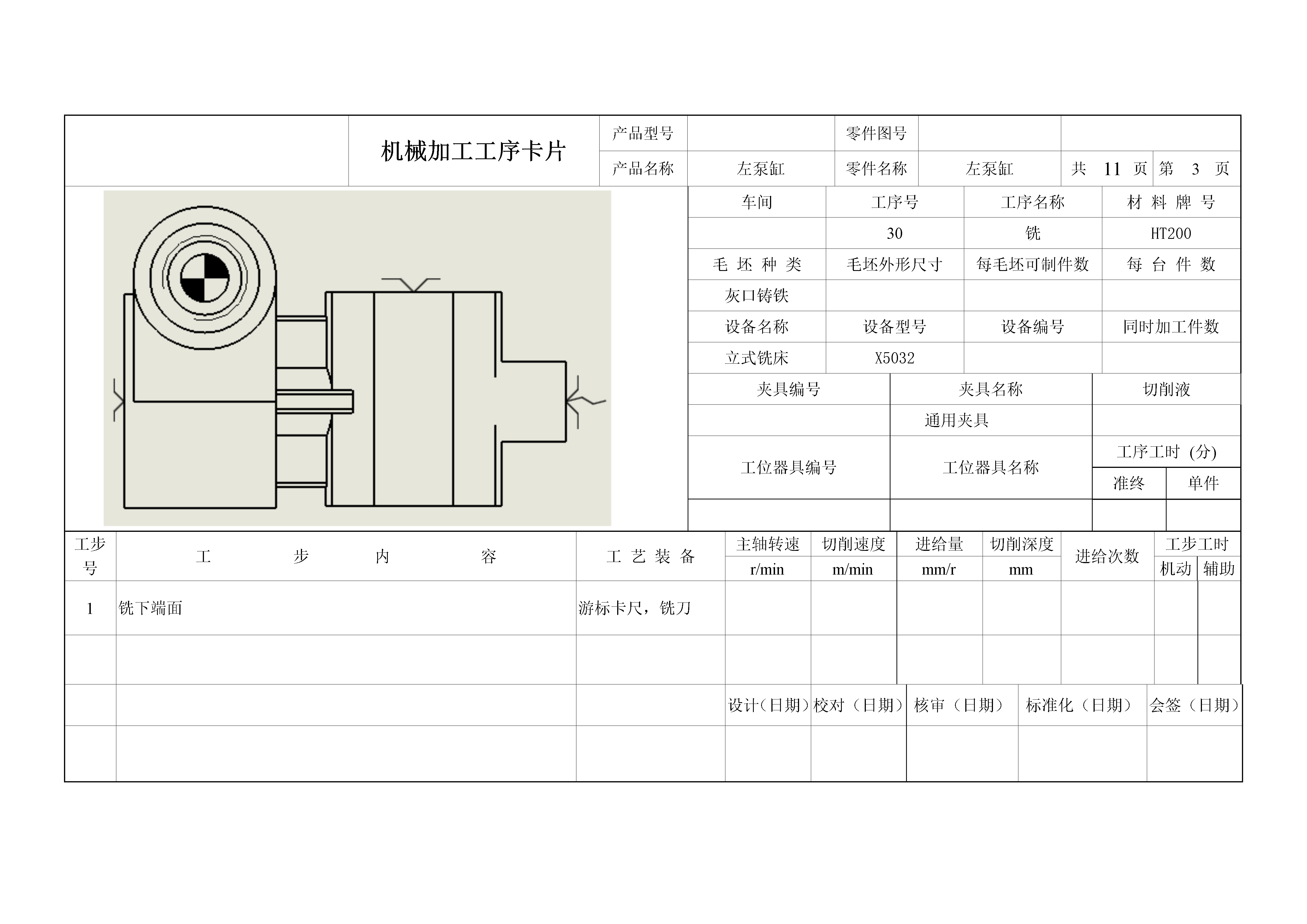
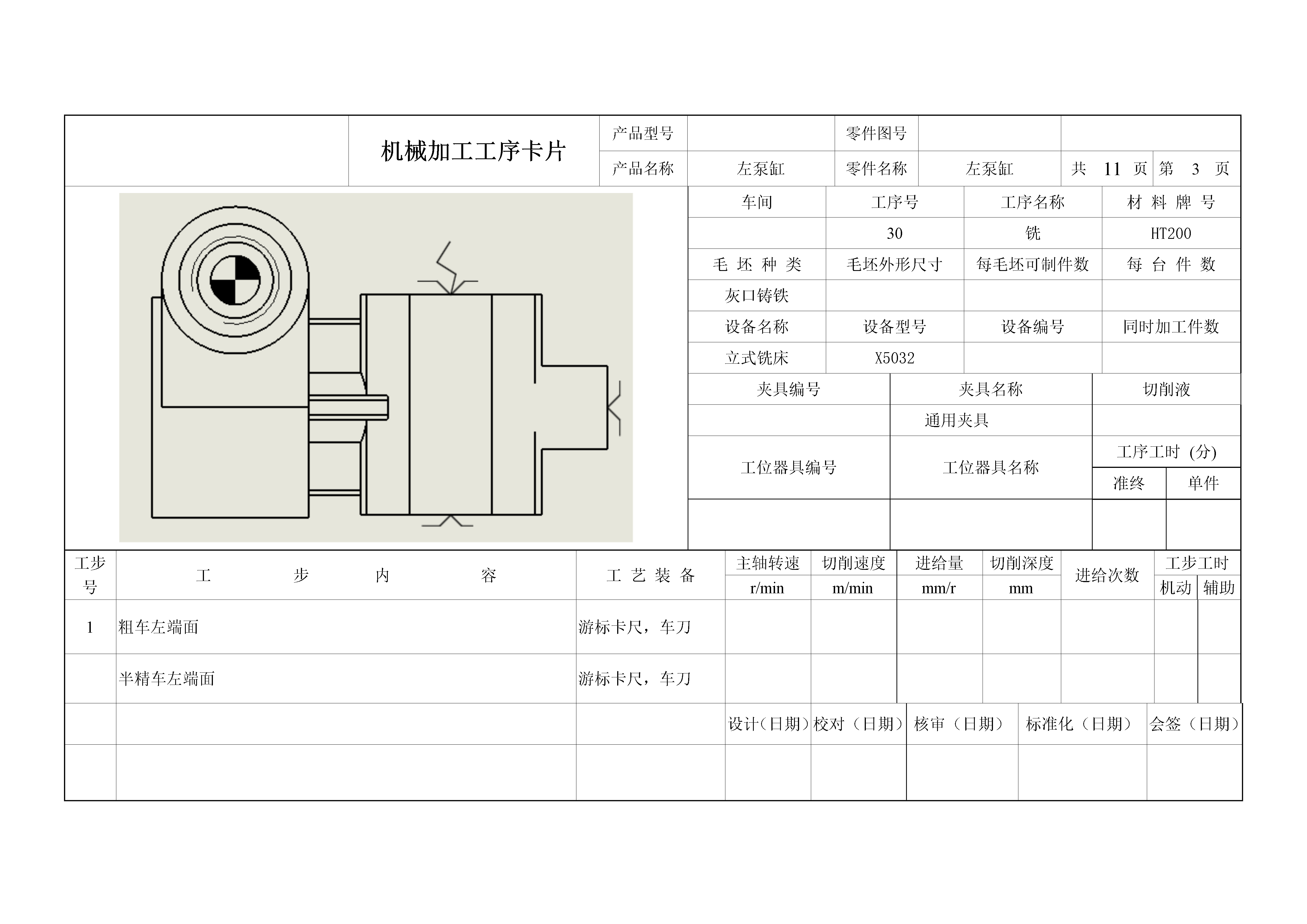
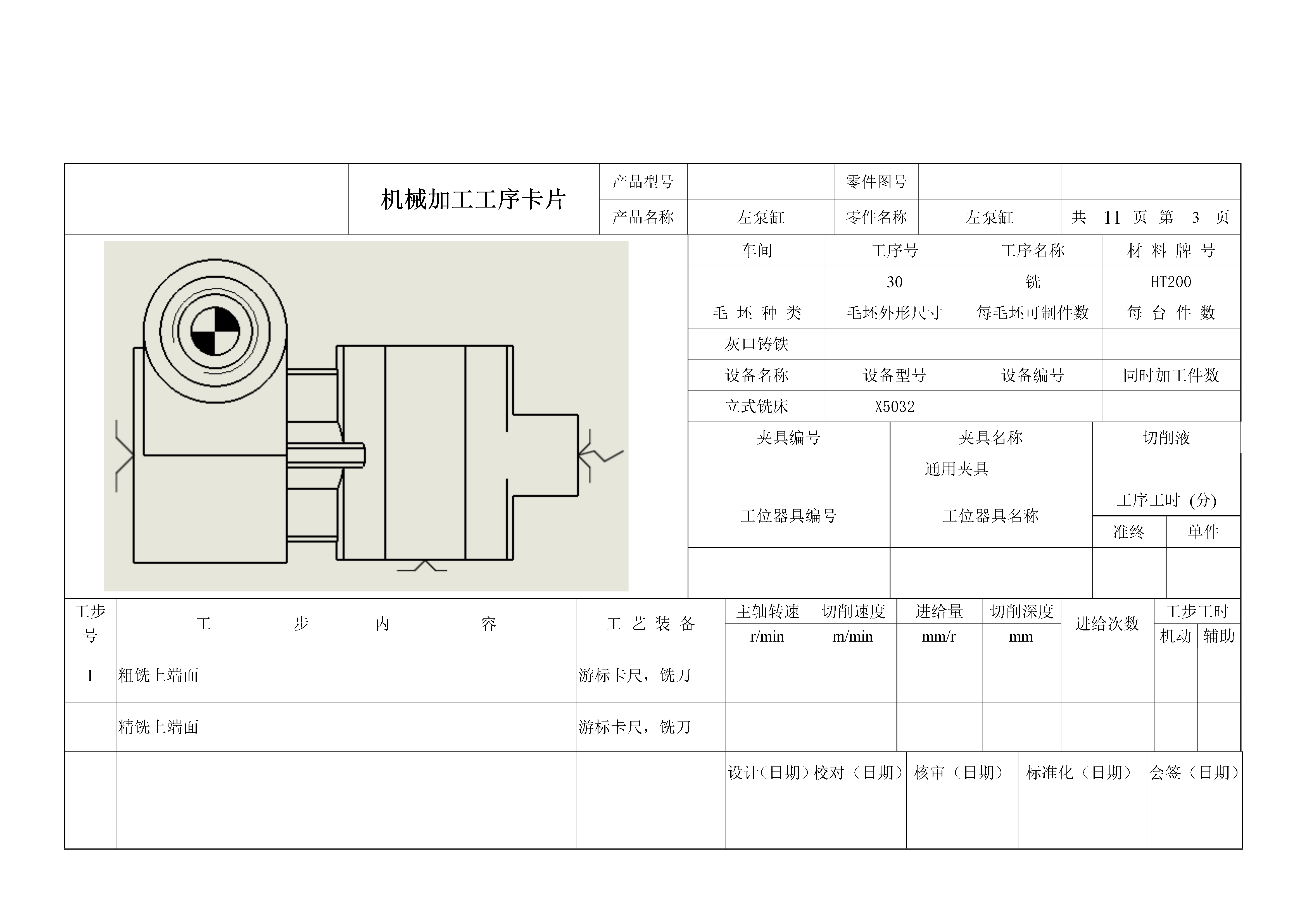
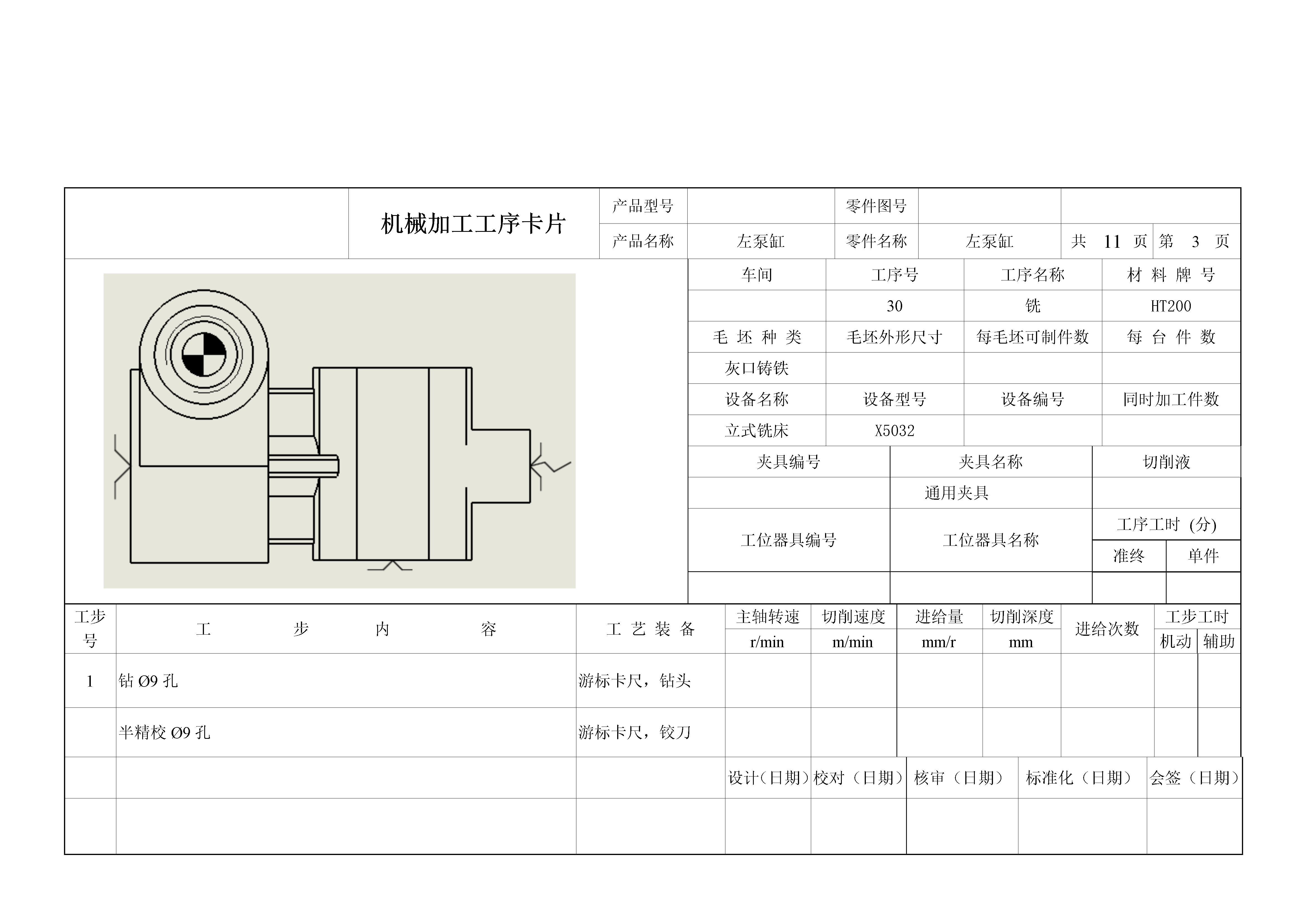
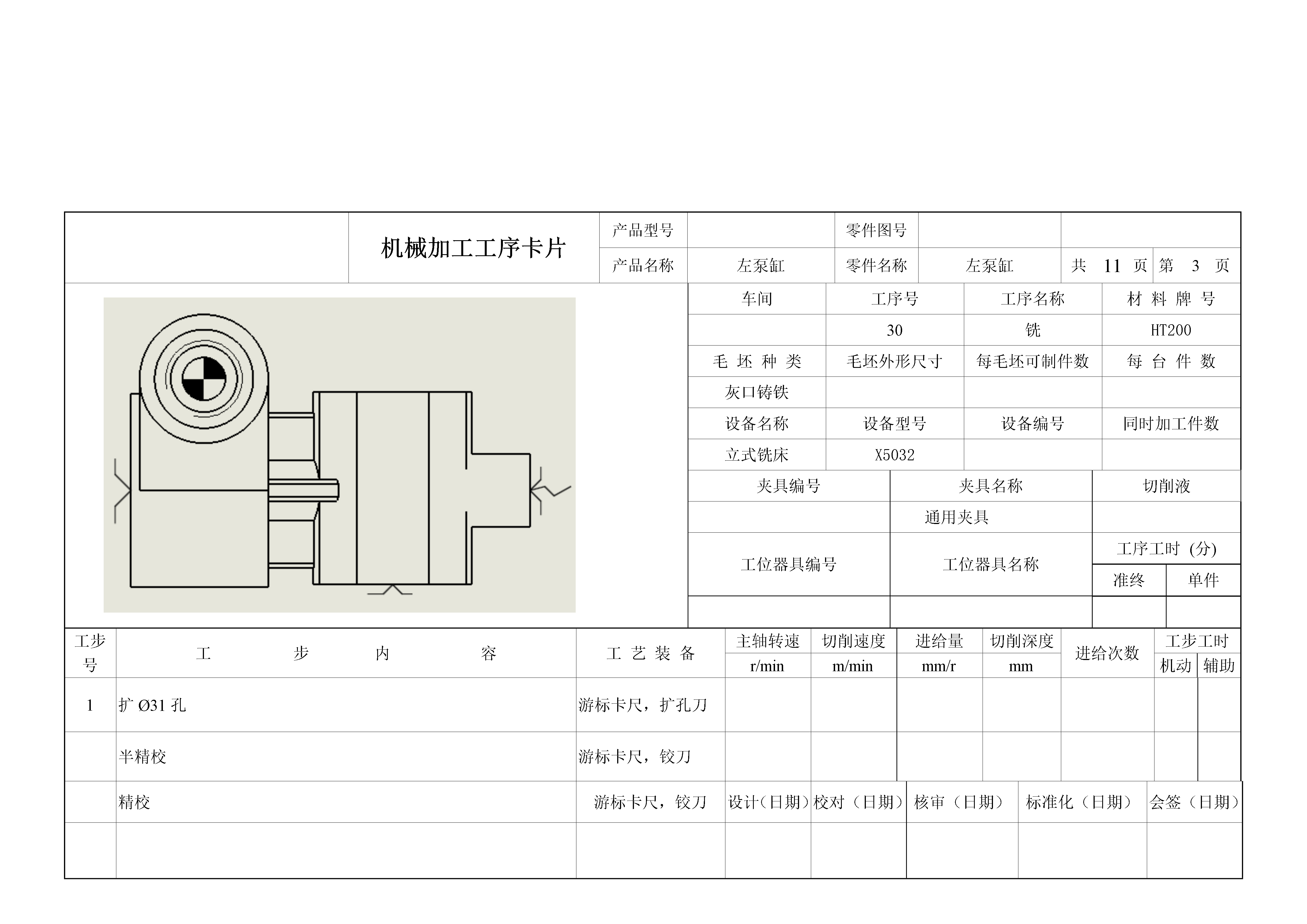
机械加工工序卡片产品型号零件图号产品名称左泵缸零件名称左泵缸车间工序号工序名称材料牌号30铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数灰口铸铁设备名称设备型号设备编号同时加工件数立式铣床X5032夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1铣下

机械加工工序卡片.doc
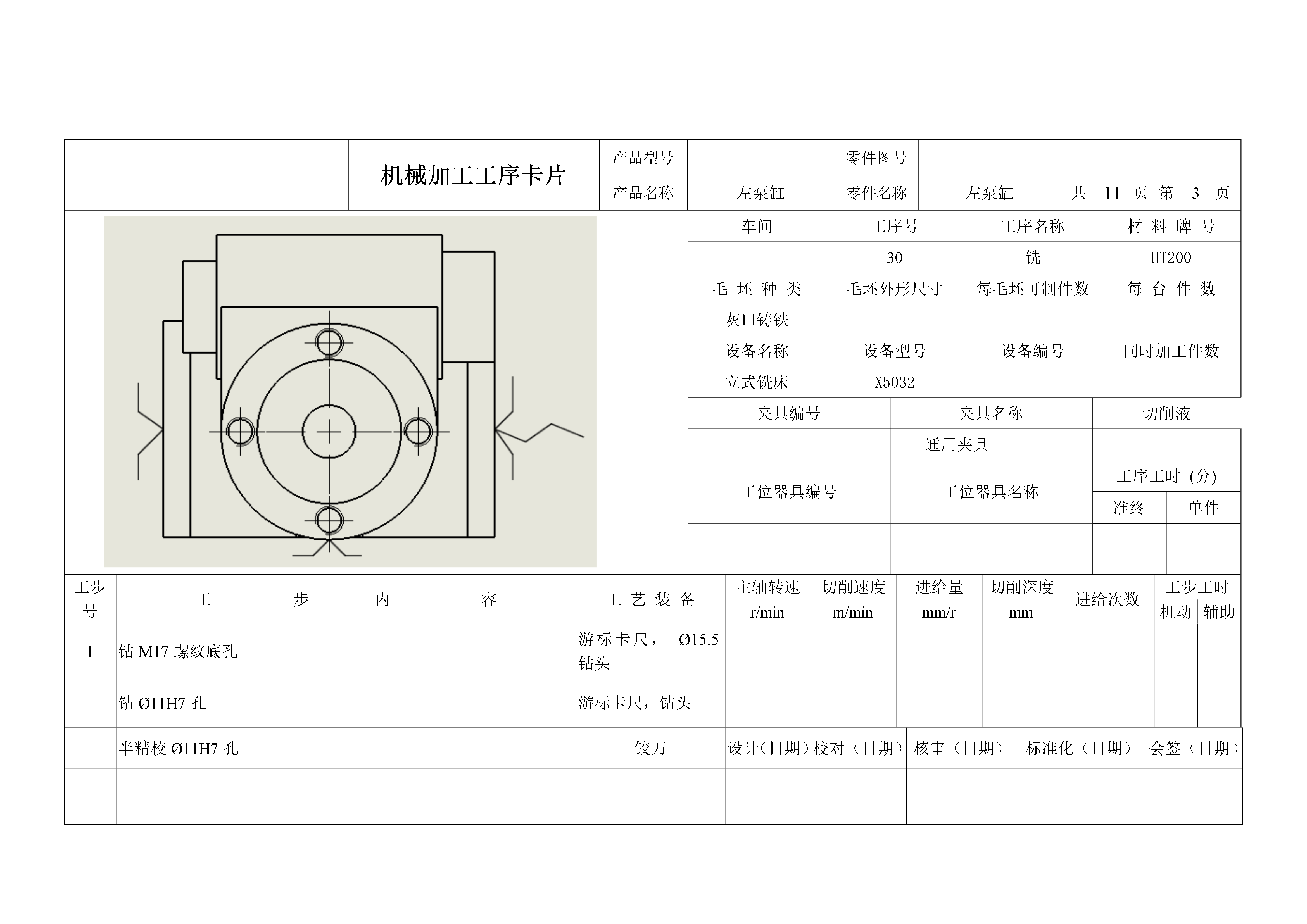
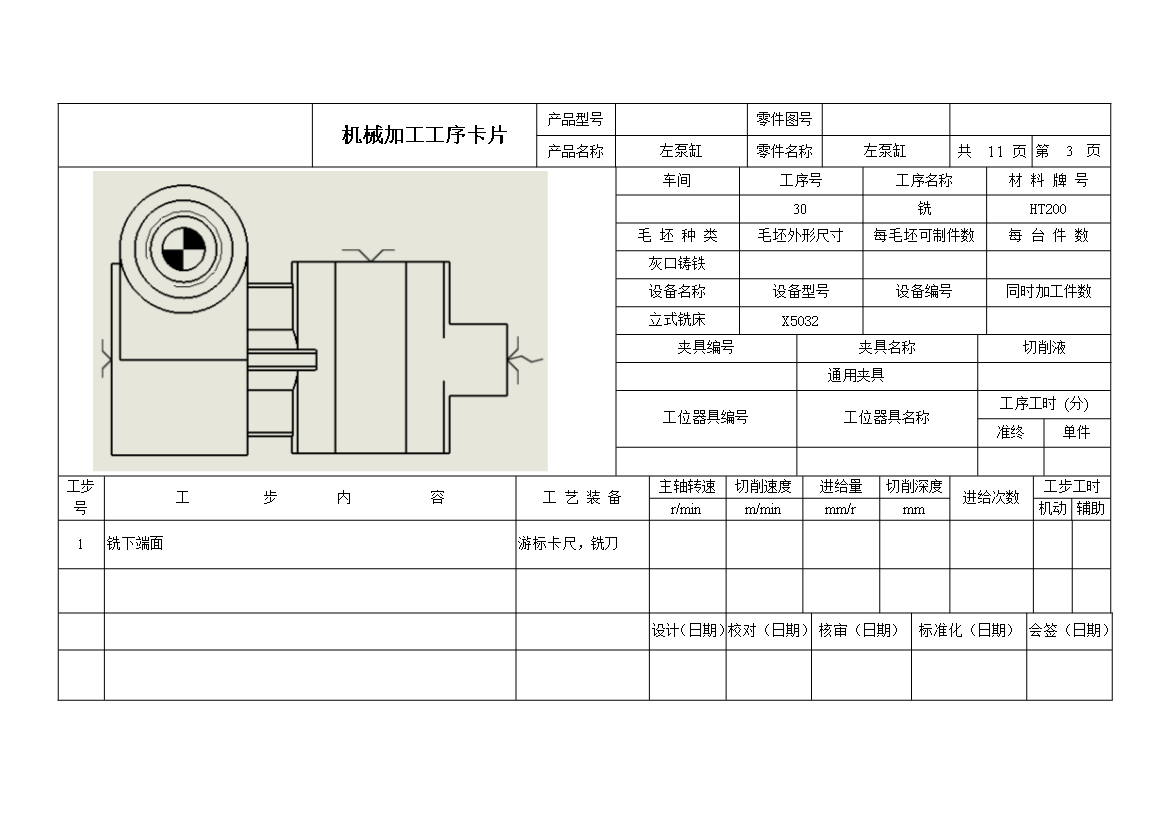
机械加工工序卡片产品型号零件图号产品名称左泵缸零件名称左泵缸车间工序号工序名称材料牌号30铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数灰口铸铁设备名称设备型号设备编号同时加工件数立式铣床X5032夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1铣下端面游标卡尺,铣刀设计(日期)校对(日期)核审(日期)标准化(日期)会签(日期)机械加工工序卡片产品
机械加工工序卡片.doc
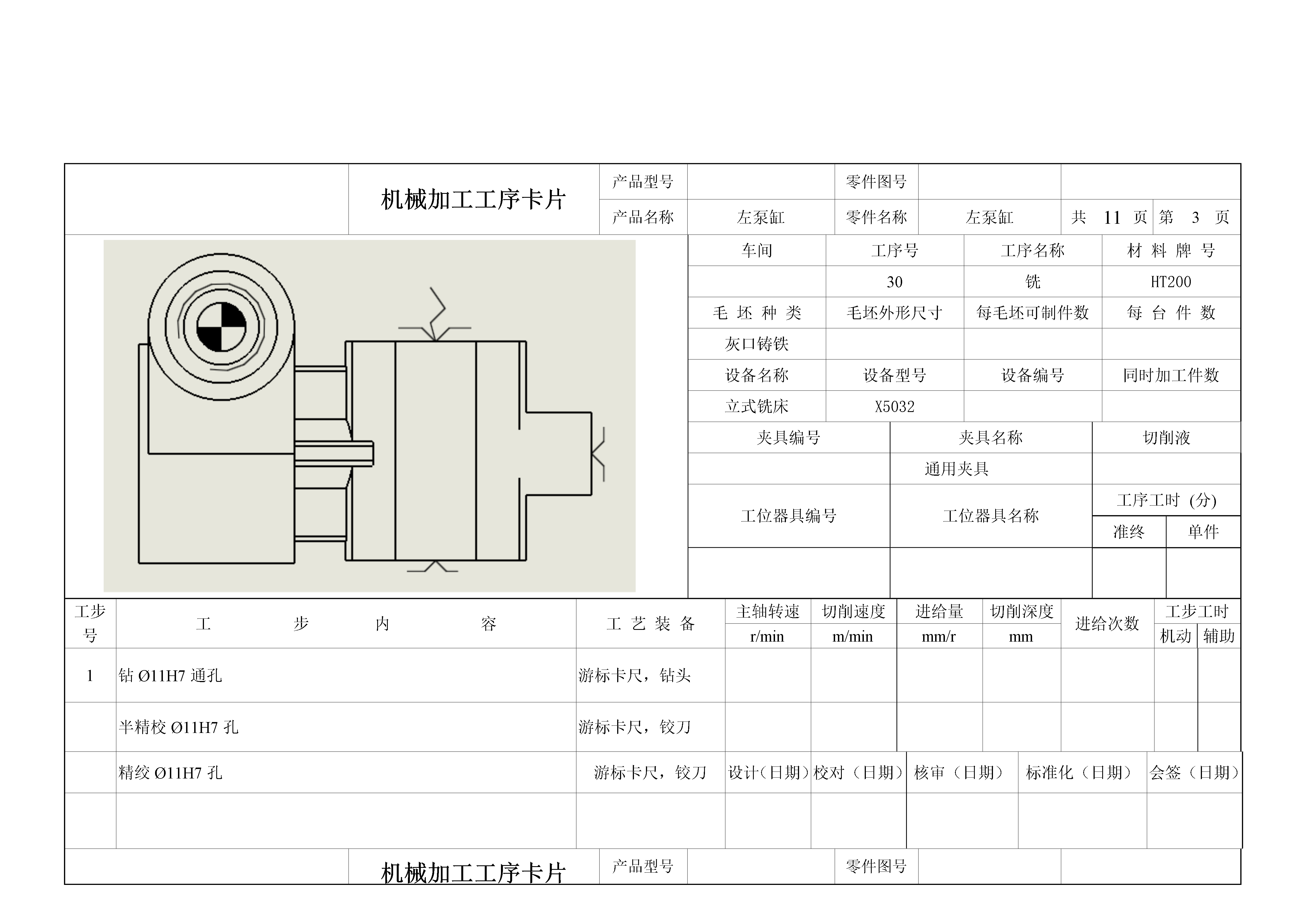
机械加工工序卡片产品型号零件图号产品名称左泵缸零件名称左泵缸车间工序号工序名称材料牌号30铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数灰口铸铁设备名称设备型号设备编号同时加工件数立式铣床X5032夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1铣下端面游标卡尺,铣刀设计(日期)校对(日期)核审(日期)标准化(日期)会签(日期)机械加工工序卡片产品

机械加工工序卡片.doc
机械加工工序卡片产品型号零件图号产品名称左泵缸零件名称左泵缸车间工序号工序名称材料牌号30铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数灰口铸铁设备名称设备型号设备编号同时加工件数立式铣床X5032夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/minm/minmm/rmm机动辅助1铣下端面游标卡尺,铣刀设计(日期)校对(日期)核审(日期)标准化(日期)会签(日期)机械加工工序卡片产品