
钎焊与压焊.ppt

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钎焊与压焊.ppt
压焊和钎焊一、电阻焊1.点焊SpotWelding点焊过程:点焊分流现象:焊接新焊点时,有一部分电流会流经已焊好焊点,使焊接电流发生变化,影响点焊质量。点距:两相邻焊点间的中心距。焊件厚度越大,导电性越强,点距要越大。焊点直径:要尽量大应用:薄板冲压件及钢筋焊接。点焊工件常用厚度范围是0.05~6mm。2.缝焊SeamWelding3.对焊ButtWelding(1)电阻对焊UpsetButtWelding(2)闪光对焊FlashButtWelding焊接过程如4-15(b)图所示加紧、对正→通电→移动、

第三节压焊与钎焊.doc
第三节压焊与钎焊一、压焊【压焊】是指在焊接过程中必须对工件施加压力(加热或不加热),以完成焊接的方法。加压可使两个焊件之间接触紧密,并在焊接部位产生一定的塑性变形,促使原子扩散而使二者焊接在一起。加热则进一步提高原子扩散能力,也使连接处晶粒细化。最常用的是电阻焊。【电阻焊】是工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法。电阻焊通常分为电阻点焊、缝焊和对焊,如图所示。电阻焊示意图【电阻点焊】电阻点焊是将工件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属

一种铜质散热器硬钎焊用钎焊焊膏.pdf
本发明涉及一种铜硬钎焊焊膏,尤其是一种铜质散热器硬钎焊用钎焊焊膏。该钎焊焊膏组成成分包括:填焊金属和粘合剂,所述填焊金属,即钎料由Cu、Sn、P、Ni组成。焊膏中的钎料熔点低,具有良好的润湿性和铺展性能,能在较大温度范围内填充接头间隙,而且其焊缝细、均匀致密、牢固,质量可靠;其中的粘合剂易风干,分解温度低,而且使用安全,分解出的残留物无毒,不会对环境造成污染。因此,本发明的钎焊焊膏是一种性能优良、安全可靠的铜质散热器硬钎焊用钎焊焊膏。
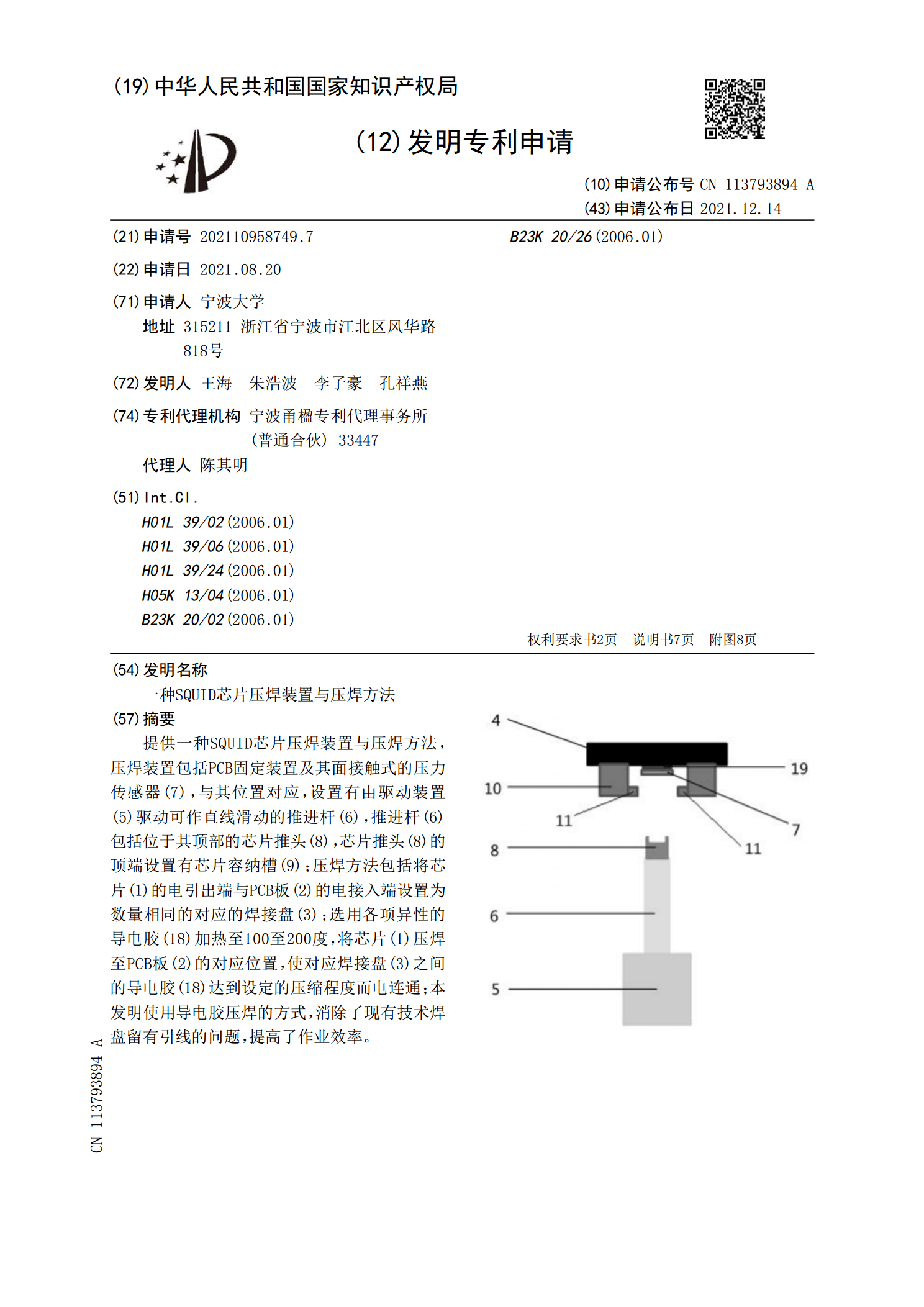
一种SQUID芯片压焊装置与压焊方法.pdf
提供一种SQUID芯片压焊装置与压焊方法,压焊装置包括PCB固定装置及其面接触式的压力传感器(7),与其位置对应,设置有由驱动装置(5)驱动可作直线滑动的推进杆(6),推进杆(6)包括位于其顶部的芯片推头(8),芯片推头(8)的顶端设置有芯片容纳槽(9);压焊方法包括将芯片(1)的电引出端与PCB板(2)的电接入端设置为数量相同的对应的焊接盘(3);选用各项异性的导电胶(18)加热至100至200度,将芯片(1)压焊至PCB板(2)的对应位置,使对应焊接盘(3)之间的导电胶(18)达到设定的压缩程度而电连

软钎焊用助焊剂和焊膏.pdf
在助焊剂中包含为了得到抑制加热流挂的效果所需的量的触变剂时,助焊剂残渣的量变多,用于在无清洗的条件下使用的用途时,在软钎焊部位的周边会残留源自触变剂的大量的助焊剂残渣,对化学可靠性和/或电学可靠性造成影响。另外,清洗助焊剂残渣而使用的用途中,清洗性较差。因此,软钎焊用助焊剂含有相对于助焊剂总量为50wtppm以上且3000wtppm以下的由多糖类、改性多糖类或从多糖类向改性多糖类改性中途的未完全改性多糖类中的1种以上形成的纳米纤维。