
铸件扣箱浇注工艺文件.doc

kp****93


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铸件扣箱浇注工艺文件.doc
1234有限公司工艺文件铸铁件扣箱浇注工艺文件1、扣箱前的检查和准备工作1.1、详细的熟悉零件图纸和工艺文件,了解铸件几何形状尺寸和要求,了解芯子数量、安入位置、下芯次序、固定方式和排气方法。1.2、检查型芯的主要尺寸,完整性及干燥程度(一般砂型干燥深度不得小于40-60毫米)。1.3、清除型芯,浇注系统表面的灰尘和浮砂。型、芯如有损坏处,应挖去已损坏部份,使砂面粗糙,然后刷上泥浆水,用面砂填补,上涂料后进行烘干。1.4、准备无锈的内冷铁及芯撑子等辅助材料。不准使用有油污的冷
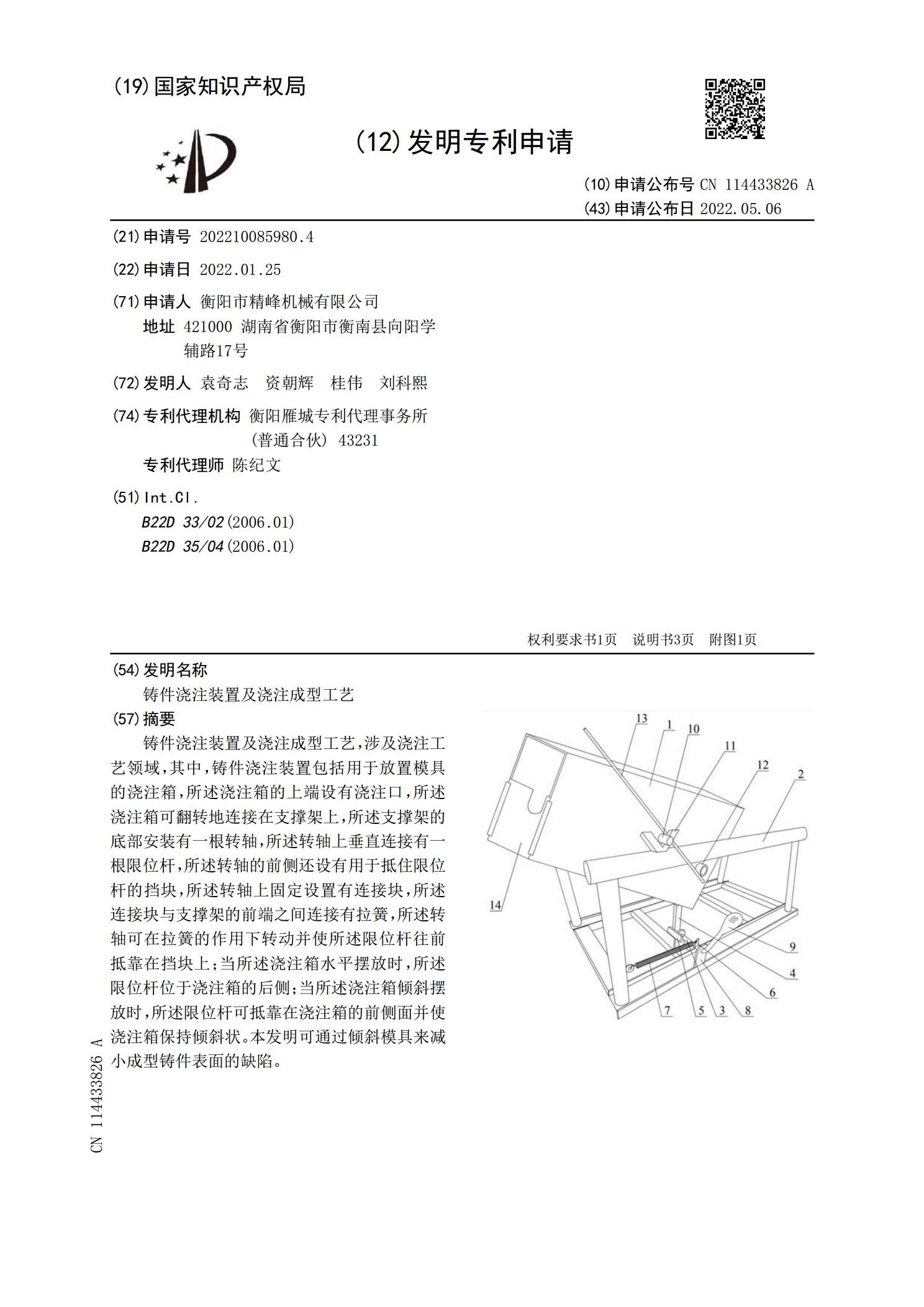
铸件浇注装置及浇注成型工艺.pdf
铸件浇注装置及浇注成型工艺,涉及浇注工艺领域,其中,铸件浇注装置包括用于放置模具的浇注箱,所述浇注箱的上端设有浇注口,所述浇注箱可翻转地连接在支撑架上,所述支撑架的底部安装有一根转轴,所述转轴上垂直连接有一根限位杆,所述转轴的前侧还设有用于抵住限位杆的挡块,所述转轴上固定设置有连接块,所述连接块与支撑架的前端之间连接有拉簧,所述转轴可在拉簧的作用下转动并使所述限位杆往前抵靠在挡块上;当所述浇注箱水平摆放时,所述限位杆位于浇注箱的后侧;当所述浇注箱倾斜摆放时,所述限位杆可抵靠在浇注箱的前侧面并使浇注箱保持倾
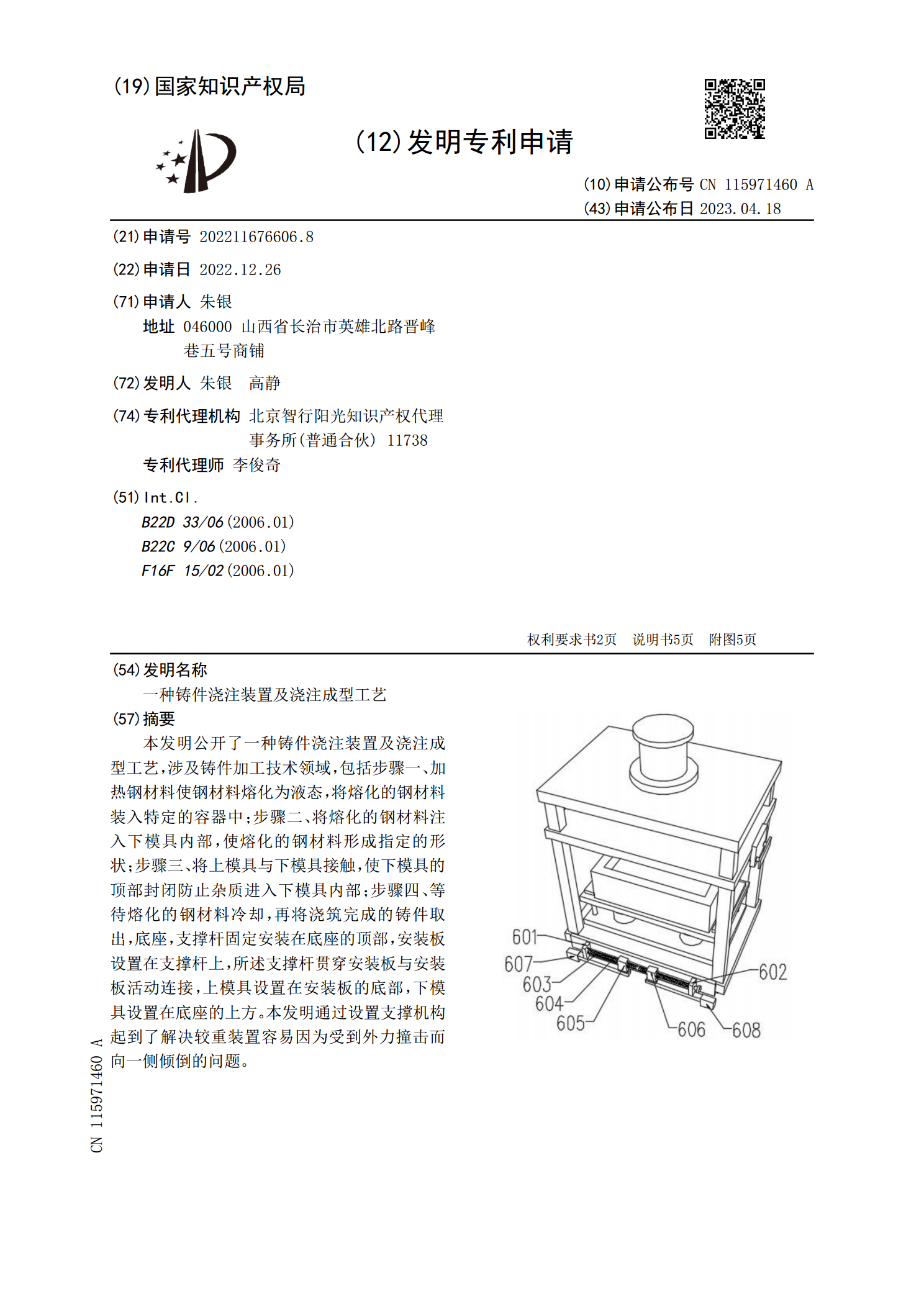
一种铸件浇注装置及浇注成型工艺.pdf
本发明公开了一种铸件浇注装置及浇注成型工艺,涉及铸件加工技术领域,包括步骤一、加热钢材料使钢材料熔化为液态,将熔化的钢材料装入特定的容器中;步骤二、将熔化的钢材料注入下模具内部,使熔化的钢材料形成指定的形状;步骤三、将上模具与下模具接触,使下模具的顶部封闭防止杂质进入下模具内部;步骤四、等待熔化的钢材料冷却,再将浇筑完成的铸件取出,底座,支撑杆固定安装在底座的顶部,安装板设置在支撑杆上,所述支撑杆贯穿安装板与安装板活动连接,上模具设置在安装板的底部,下模具设置在底座的上方。本发明通过设置支撑机构起到了解决

一种铸件叠形垂直浇注铸造工艺.pdf
本发明涉及一种铸件叠形垂直浇注铸造工艺,包括以下步骤:S1.制作多组上型和下型,将每组上型和下型组合,并将多组上型和下型依次上下堆叠设置为浇注模具;S2.使用Q234冶炼铁水,铁水的出炉温度为1600‑1700℃;S3.将S2中冶炼的铁水浇注到S1中制得的浇注模具内,浇注温度为1550‑1600℃;S4.将S3中浇注到浇注模具中的铁水冷却为铸件毛坯,冷却时间≥2h,最终冷却温度≤650℃;S5.将S4中冷却后的铸件毛坯进行落砂处理,并将铸件毛坯的冒口切割;S6.对S5中切割冒口后的铸件毛坯进行检验;S7.

齿轮箱箱体铸件制作工艺.pdf
本发明提供了一种齿轮箱箱体铸件制作工艺,属于金属铸造技术领域,包括:步骤S1,砂芯制作,采用耐火泥覆膜砂结合砂芯盒模具制作齿轮箱箱体的砂芯,烘烤待用;步骤S2,浇注液制作,采用的铸造合金材料为ZAlSi7MgA;步骤S3,铸模处理,所述铸模处理是将铸造外模进行预热;将所述步骤S1制得的砂芯装配于所述铸模内腔形成浇铸模型;步骤S4,合箱浇注,将所述步骤S2中制得的浇注液浇入到步骤S3中制得的浇铸模型中;步骤S5,开箱铸件清理,包括切割、粗磨和精磨。本发明通过合理设计的工艺参数,使铸件组织致密,减少铸件针孔的