
一种铸件叠形垂直浇注铸造工艺.pdf

一吃****永贺


1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铸件叠形垂直浇注铸造工艺.pdf
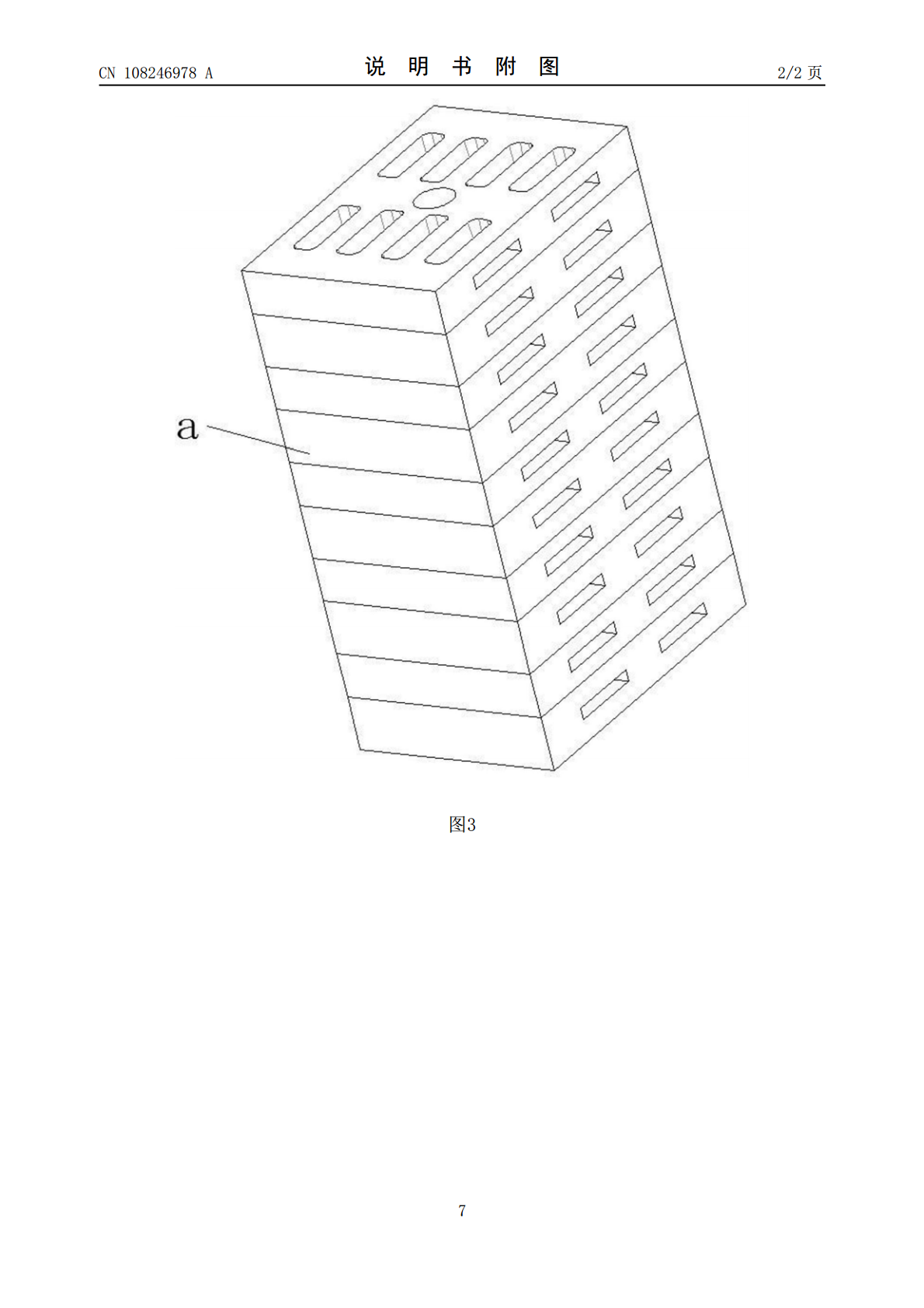
本发明涉及一种铸件叠形垂直浇注铸造工艺,包括以下步骤:S1.制作多组上型和下型,将每组上型和下型组合,并将多组上型和下型依次上下堆叠设置为浇注模具;S2.使用Q234冶炼铁水,铁水的出炉温度为1600‑1700℃;S3.将S2中冶炼的铁水浇注到S1中制得的浇注模具内,浇注温度为1550‑1600℃;S4.将S3中浇注到浇注模具中的铁水冷却为铸件毛坯,冷却时间≥2h,最终冷却温度≤650℃;S5.将S4中冷却后的铸件毛坯进行落砂处理,并将铸件毛坯的冒口切割;S6.对S5中切割冒口后的铸件毛坯进行检验;S7.
一种飞轮垂直分型垂直浇注铸造工艺.pdf
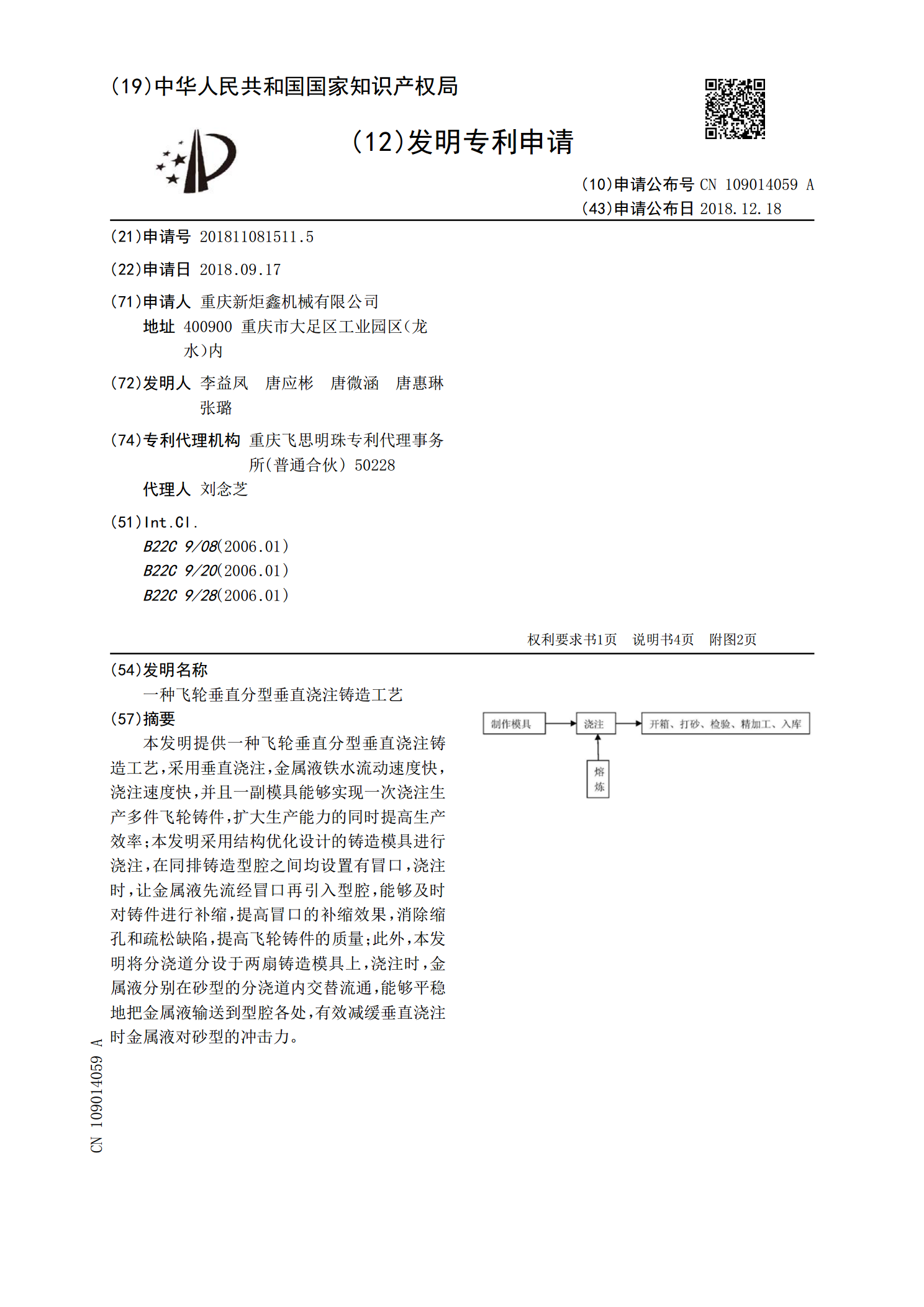
本发明提供一种飞轮垂直分型垂直浇注铸造工艺,采用垂直浇注,金属液铁水流动速度快,浇注速度快,并且一副模具能够实现一次浇注生产多件飞轮铸件,扩大生产能力的同时提高生产效率;本发明采用结构优化设计的铸造模具进行浇注,在同排铸造型腔之间均设置有冒口,浇注时,让金属液先流经冒口再引入型腔,能够及时对铸件进行补缩,提高冒口的补缩效果,消除缩孔和疏松缺陷,提高飞轮铸件的质量;此外,本发明将分浇道分设于两扇铸造模具上,浇注时,金属液分别在砂型的分浇道内交替流通,能够平稳地把金属液输送到型腔各处,有效减缓垂直浇注时金属液

筒形铸件的浇注工艺应用.docx
筒形铸件的浇注工艺应用筒形铸件的浇注工艺应用摘要:筒形铸件是一种常用的铸造件,在工业生产中应用广泛。本文将从筒形铸件的定义、浇注工艺、优缺点以及在实际应用中的应用领域等方面进行探讨,旨在为铸造工程师和相关从业人员提供一些参考和借鉴。1.引言筒形铸件是一种具有特殊形状的铸件,外形呈筒状,内部空洞。它主要由两部分组成:壳模和芯型。壳模是外部形状,一般由砂模或金属模具制作而成;芯型是内部空洞的形状,一般由砂芯或金属芯制作而成。筒形铸件在现代工业生产中应用广泛,例如发动机缸体、液压缸体等。2.浇注工艺(1)模具设

一种框架形铸件的铸造工艺设计.docx
一种框架形铸件的铸造工艺设计随着工业领域的不断发展,框架形铸件在诸多机械设备以及电力设施的制造过程中扮演着重要的角色。本文将主要探讨框架形铸件的铸造工艺设计,包括设计原则、铸造工艺流程、工艺参数控制等方面的内容。1.设计原则框架形铸件在设计上应遵循以下原则:1.1确定铸件形状:框架形铸件一般具有复杂的外形,其内部空间结构也较为复杂。因此在设计过程中要尽量简化铸件形状,避免形状过于复杂而影响铸造质量。1.2优化铸造结构:框架形铸件中空结构较为复杂,铸造结构应设计合理,充分考虑材料的流动性、凝固收缩、应力分布
一种铸造设备及铸件浇注方法.pdf
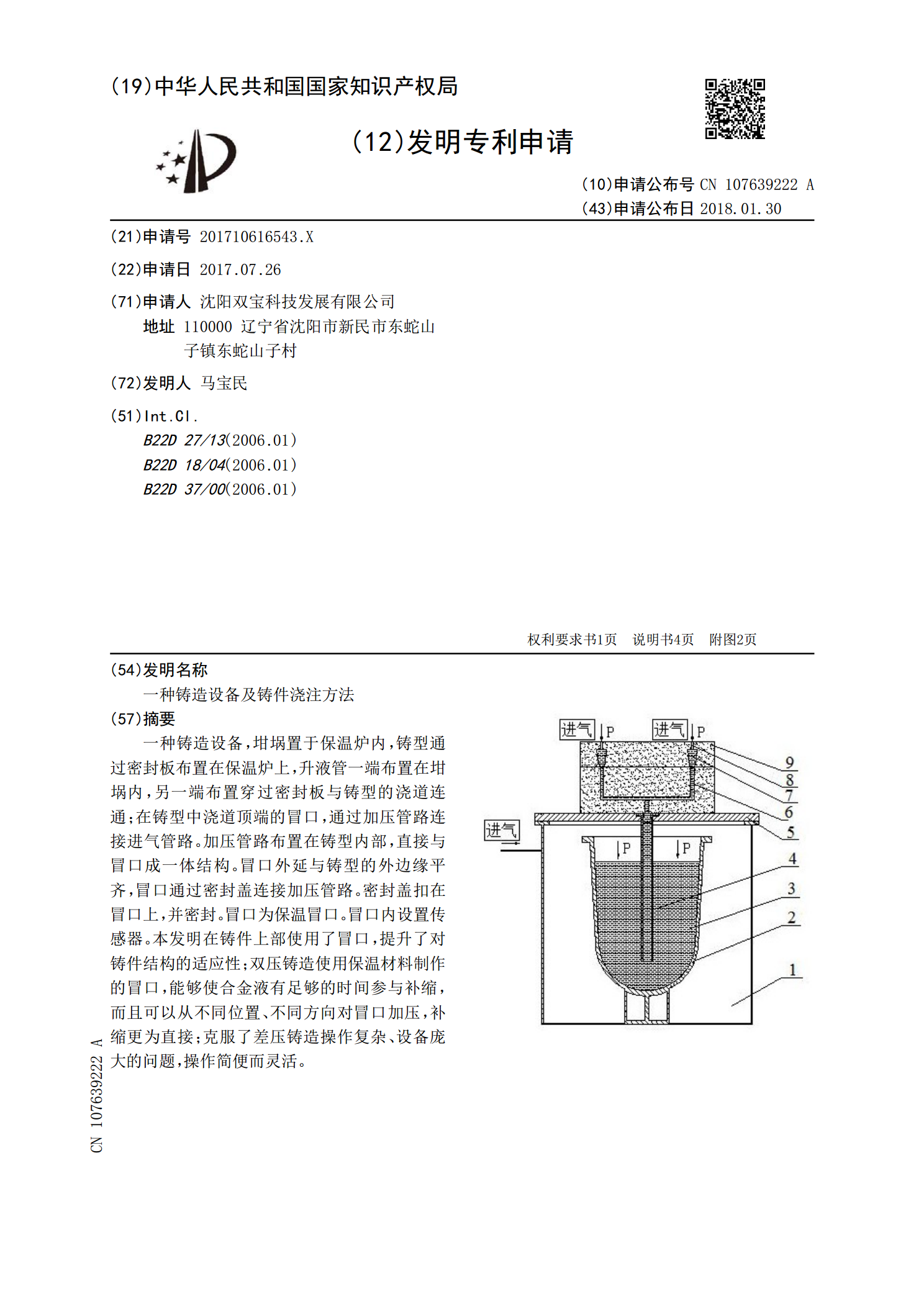
一种铸造设备,坩埚置于保温炉内,铸型通过密封板布置在保温炉上,升液管一端布置在坩埚内,另一端布置穿过密封板与铸型的浇道连通;在铸型中浇道顶端的冒口,通过加压管路连接进气管路。加压管路布置在铸型内部,直接与冒口成一体结构。冒口外延与铸型的外边缘平齐,冒口通过密封盖连接加压管路。密封盖扣在冒口上,并密封。冒口为保温冒口。冒口内设置传感器。本发明在铸件上部使用了冒口,提升了对铸件结构的适应性;双压铸造使用保温材料制作的冒口,能够使合金液有足够的时间参与补缩,而且可以从不同位置、不同方向对冒口加压,补缩更为直接;