
项目八 镗铣类孔加工.ppt

kp****93

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共48页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

项目八 镗铣类孔加工.ppt
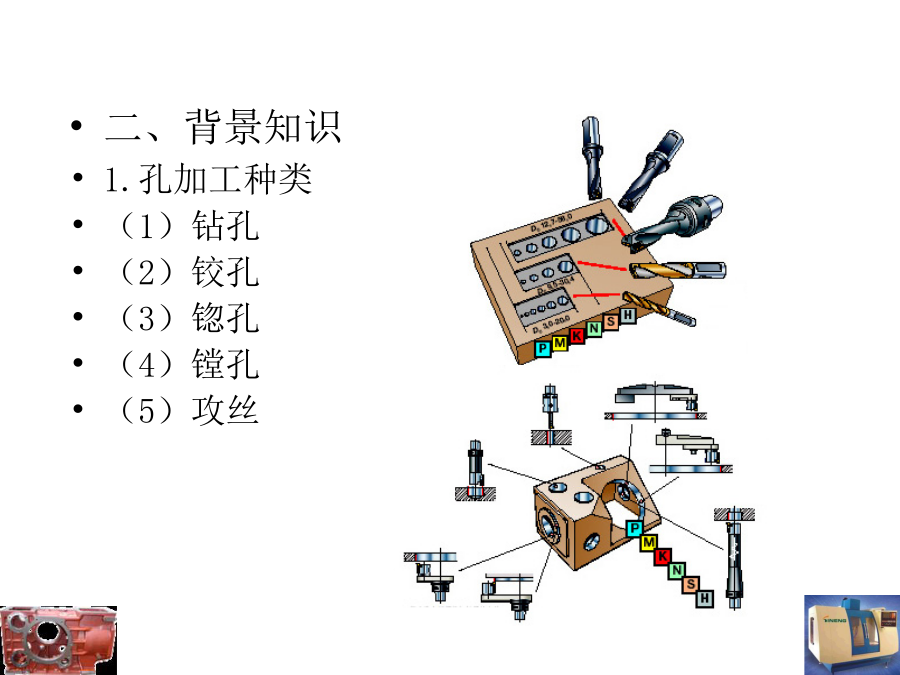
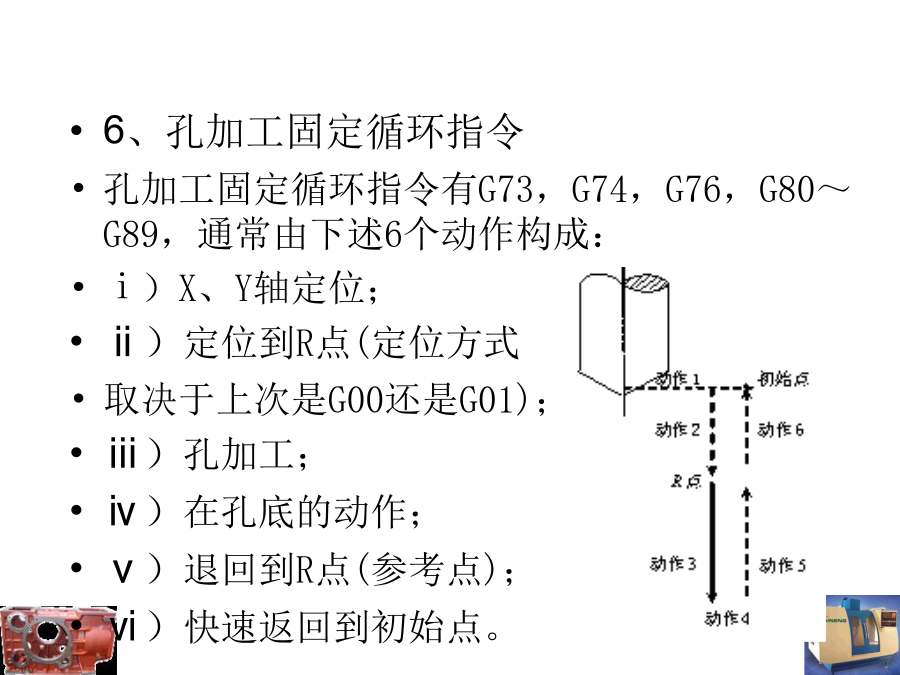
项目八镗铣类孔加工任务一、孔及孔群加工二、背景知识1.孔加工种类(1)钻孔(2)铰孔(3)锪孔(4)镗孔(5)攻丝2、工艺安排3、选择机床和夹具机床:数控钻床、数控铣床、加工中心夹具:机用平口钳、压板、组合夹具4、选择刀具1)Φ30mm以下精度不高的孔:采用与孔径相同或接近的钻头;2)Φ30mm以下精度较高的孔:钻头+铰刀3)Φ30mm以上精度不高的孔:钻头+铣刀4)Φ30mm以上精度较高的孔:钻头+镗刀5)螺纹孔:Φ30mm以下:钻头+丝锥Φ30mm以上:钻头+螺纹镗刀5、确定切削用量1)vc=∏Dn/
数控镗铣加工轮毂体内孔方法.pdf
本发明数控镗铣加工轮毂体内孔方法涉及机械加工领域,具体涉及数控镗铣加工轮毂体内孔方法,包括以下步骤:制作加工一个35°三角形焊接工装,水平加工轮毂体的内孔φ550H8和φ460H9及内孔端面,保证加工的内孔中心线与轮毂体水平中心线成55°角,用车加工一个圆环直径1300h7×直径1200mm×25mm来做轮毂体的安放定位止口,然后均匀点焊直径1200mm内圈来固定在三角形工装斜面上;以止口圆环为中心,画出工装斜面板的十字中心线;轮毂体的内止口直径1300H8装配定位后,旋动轮毂体使直径1670

一种用于孔加工的镗铣珩磨复合加工方法及加工机床.pdf
一种用于孔加工的镗铣珩磨复合加工方法及加工机床,加工方法采用镗铣复合的方式进行孔的粗镗、半精镗或精镗加工,采用铣磨复合的方式使孔壁质量和网纹规格达到孔的质量要求。加工机床包括具有导轨的工作台,待加工的工件置于导轨上并能够沿导轨进行水平滑动,与工件滑动方向正对的位置安装有能够竖直活动的主轴加工单元;主轴加工单元包括通过轴承支撑在壳体内的公转主轴,公转主轴上开设偏心孔,偏心孔内安装有偏心旋转轴,偏心旋转轴与公转主轴之间设置有夹紧切换装置,偏心旋转轴的中心开孔并安装有电主轴,电主轴的端部能够分别连接多齿铣刀、砂

镗铣加工中心螺纹加工工艺.docx
镗铣加工中心螺纹加工工艺随着机械工艺的不断发展,加工中心已经成为各个行业中不可或缺的一部分。其中,镗铣加工中心更是受到许多行业的青睐。镗铣加工中心在制造业中拥有广泛的应用,可以用于加工各种金属、塑料、复合材料等材料,同时,也可以用于加工各种螺纹。本文将详细介绍镗铣加工中心螺纹加工工艺。螺纹是机械设计中必不可少的元素,例如螺纹孔、螺纹轴等。螺纹加工需要高度精密度的加工设备以及合适的加工工艺。在传统的机械加工中,螺纹加工一般采用管攻、手动攻丝等方法进行加工,加工效率低、质量难以保证。但是,镗铣加工中心可以采用

镗铣加工中心加工螺纹的工艺研究.docx
镗铣加工中心加工螺纹的工艺研究标题:镗铣加工中心加工螺纹的工艺研究摘要:镗铣加工中心是一种高效、精确的加工设备,其在螺纹加工领域具有广泛的应用。本论文以镗铣加工中心加工螺纹为研究对象,综合分析了螺纹加工的工艺要点、影响因素及常见问题,并着眼于提高螺纹加工效率和质量,提出了一种优化的加工工艺流程。通过实验验证,结果表明该工艺流程在提高加工效率的同时能够保证螺纹的精度和表面质量,从而为镗铣加工中心加工螺纹提供了理论指导和实践参考。关键词:镗铣加工中心;螺纹加工;工艺要点;影响因素;优化工艺流程一、引言镗铣加工