
一种冲压模具表面磷化处理方法.pdf

是你****平呀


1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冲压模具表面磷化处理方法.pdf
本申请涉及表面化学处理的领域,具体公开了一种冲压模具表面磷化处理方法。冲压模具表面磷化处理方法为:包括如下制备步骤:S1、使用除油剂去除冲压模具表面的油污;S2、除油后的冲压模具先用60℃热水清洗一次,再用清水再清洗一次;S3、水洗后的冲压模具有H2SO4含量为95%的硫酸进行酸洗;S4、酸洗后的冲压模具用冷水进行清洗,清洗两次;S5、水洗后的冲压模具浸泡到磷化液中,浸泡5‑9min后取出,磷化液的温度为50‑55℃,所述磷化液按质量份数计,主要由以下原料组成:磷酸二氢锌,磷酸和磷酸锌钙;S6、磷化后的冲

一种冲压模具的表面处理方法.pdf
本发明公开了一种冲压模具的表面处理方法,包括如下步骤:(1)用直径3-5微米的铸铁弹或钢弹对冲压模具表面进行喷丸处理;(2)用棉球蘸稀释剂轻擦模具表面,去除油脂;(3)把除油后的模具放入酸性溶液中浸泡50—60分钟;(4)取出模具后用离子水反复冲洗,并进行烘干处理;(5)最后用粘结剂将研磨粉粘在精细砂轮上,对模具表面进行打磨和抛光。本发明所提供的冲压模具的表面处理方法,操作简单,喷丸处理有利于提高模具的机械强度、耐磨性和耐氧化性,消除铸件的残余应力。

一种冲压模具及冲压方法.pdf
本发明公开了一种冲压模具及冲压方法,所述底座顶端拐角处安装有支柱,所述底座顶部安装有顶板,所述顶板通过支柱与底座连接,所述顶板顶端中部嵌入安装有液压缸,所述底座顶端安装有定量冲压机构,本发明通过定量冲压机构和除杂散热机构相配合,第一方面是可以自动根据板材厚度调整冲压深度,以适应不同厚度板材的冲孔工作,提高装置的适应性和实用性,第二方面是可提供稳定的弹性夹持力和支撑力,避免高强度硬性碰撞造成板材和装置损伤,第三方面是可根据实际需要进行多角度、多点精准冲压,提高冲压精度和便捷性,第四方面是可及时清理废屑和废料
一种钢板表面盲孔冲压模具.pdf
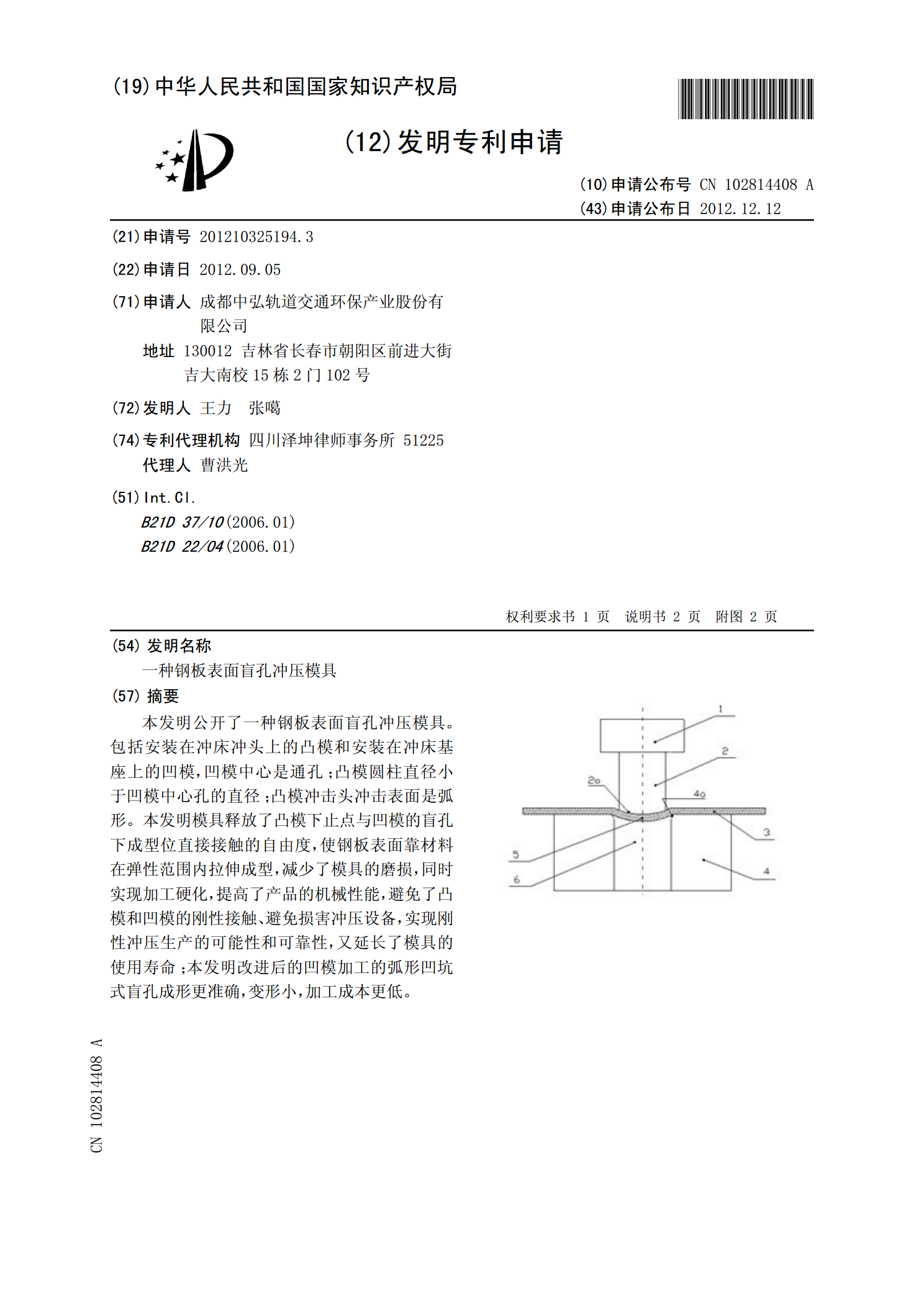
本发明公开了一种钢板表面盲孔冲压模具。包括安装在冲床冲头上的凸模和安装在冲床基座上的凹模,凹模中心是通孔;凸模圆柱直径小于凹模中心孔的直径;凸模冲击头冲击表面是弧形。本发明模具释放了凸模下止点与凹模的盲孔下成型位直接接触的自由度,使钢板表面靠材料在弹性范围内拉伸成型,减少了模具的磨损,同时实现加工硬化,提高了产品的机械性能,避免了凸模和凹模的刚性接触、避免损害冲压设备,实现刚性冲压生产的可能性和可靠性,又延长了模具的使用寿命;本发明改进后的凹模加工的弧形凹坑式盲孔成形更准确,变形小,加工成本更低。

一种铝塑膜冲压方法及冲压模具.pdf
本发明公开了一种铝塑膜冲压方法及冲压模具,包括设备外壳,所述设备外壳内设有夹持腔,所述夹持腔内左右内壁固设有导轨,所述夹持腔内设有滑动固定架,所述滑动固定架左右两端固设有对称安装的滑轮,所述滑轮滑动配合安装在导轨上,所述滑动固定架的筋上固设有对称的左固定套管与右固定套管,所述左固定套管内滑动配合安装有左固定盘,所述左固定盘右端面固设有第一吸盘,所述右固定套管内滑动配合安装有转轴,所述转轴左端固设有第一带轮,所述第一带轮左端面固设有第二吸盘,所述第一吸盘与所述第二吸盘左右对称,所述右固定套管右侧安装有电池平