
一种钢板表面盲孔冲压模具.pdf

努力****爱敏


1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钢板表面盲孔冲压模具.pdf
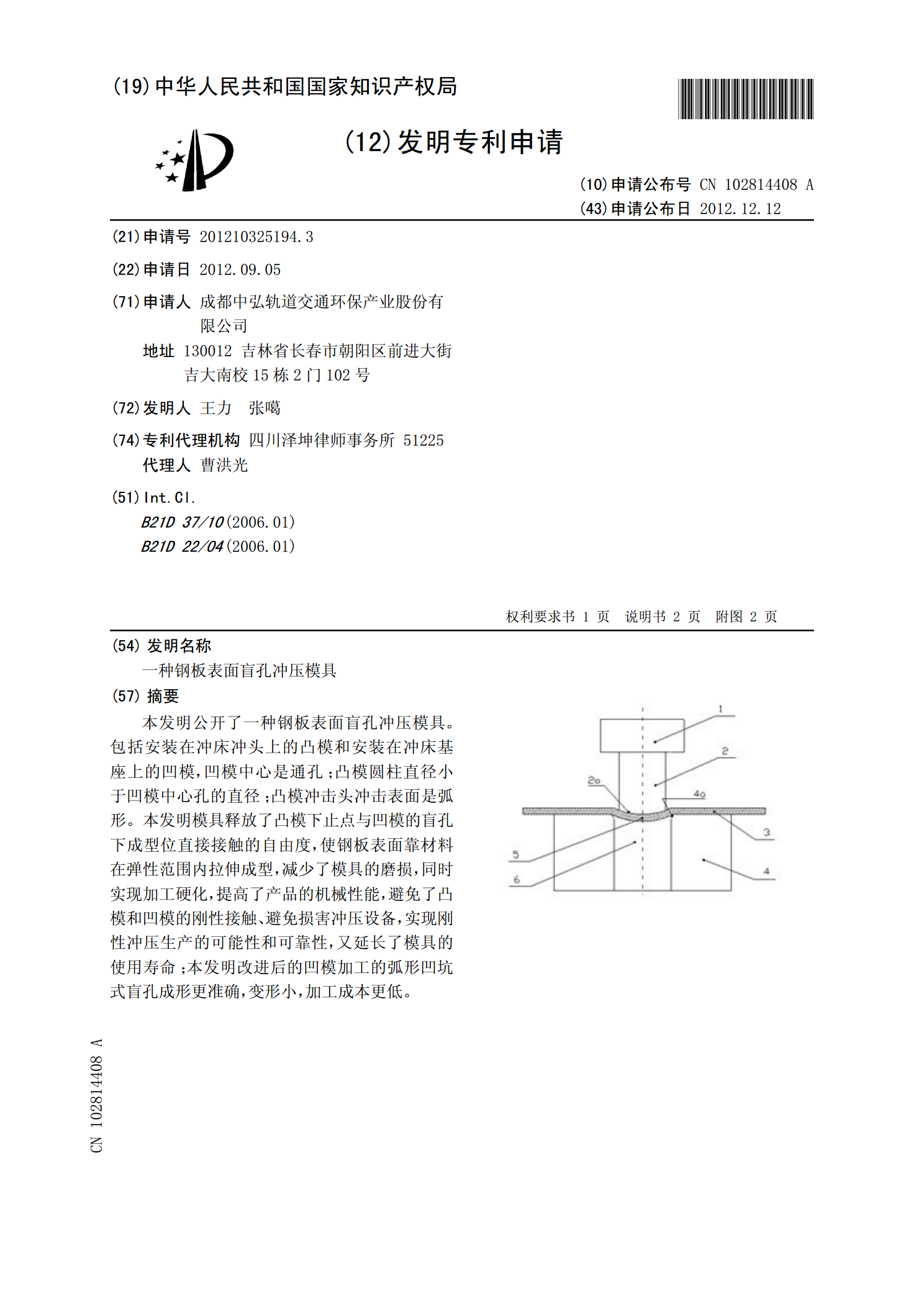
本发明公开了一种钢板表面盲孔冲压模具。包括安装在冲床冲头上的凸模和安装在冲床基座上的凹模,凹模中心是通孔;凸模圆柱直径小于凹模中心孔的直径;凸模冲击头冲击表面是弧形。本发明模具释放了凸模下止点与凹模的盲孔下成型位直接接触的自由度,使钢板表面靠材料在弹性范围内拉伸成型,减少了模具的磨损,同时实现加工硬化,提高了产品的机械性能,避免了凸模和凹模的刚性接触、避免损害冲压设备,实现刚性冲压生产的可能性和可靠性,又延长了模具的使用寿命;本发明改进后的凹模加工的弧形凹坑式盲孔成形更准确,变形小,加工成本更低。

一种金属外壳盲孔及通孔同时冲压的模具设备.pdf
本发明公开了一种金属外壳盲孔及通孔同时冲压的模具设备,包括上模和下模,上模的上夹板的容纳腔内设有冲子垫板和冲子夹板,冲子垫板和冲子夹板固定,止挡板的容纳腔内设有盲孔冲压垫板和盲孔冲压夹板,上脱板的容纳腔内设有脱板入子,冲子垫板上固定有冲孔冲子,盲孔冲压夹板上固定有盲孔冲压冲子,冲孔冲子伸到盲孔冲压冲子内;下模的下模座内固定有顶销弹簧,下垫板内设有下模顶料销,下模座内设有容腔,下模座的容腔内固定下模入子垫板,下模入子垫板内设有下模盲孔冲压脱料入子,下模盲孔冲压脱料入子上端设有下模盲孔冲压入子,下模盲孔冲压入

包装薄片器件的盲孔纸带、其冲压方法和专用冲压模具.pdf
一种包装薄片器件的盲孔纸带之冲压方法,包括步骤:拉带机构将纸带移动至下模上适合冲压的位置;在中模上施加一定的压料力,使该中模压住纸带顶面;在上模上施加主冲压力,使上模之各盲孔冲头对纸带施行快速的冲挤,各盲孔冲头在整个的冲挤过程或至少是后部分的冲挤过程中,中模一直压住纸带顶面使之不能移动;冲挤完毕,盲孔冲头和中模回到各自初始位置。本发明冲压方法在不去除材料的前提下,借助专用冲压模具,可对各种纸带,一次性地冲压出规格、形状和深度均不受限制的、适合装载薄片器件的装料盲孔,具有制造成本低、效率高、质量稳定和制造难

一种快速切换有孔冲压和无孔冲压的模具.pdf
本发明涉及一种快速切换有孔冲压和无孔冲压的模具,下模板的上端安装有凹模固定板,凹模固定板内安装有冲孔凹模,上模板下端安装有垫板,垫板右侧安装有横向滑动的切换板,切换板的左端通过垫板下端安装的切换板左端固定板支撑,换板左端固定板的下端安装有压料板,切换板的右端通过上模板下方安装的切换板右端固定板支撑,切换板右端固定板的右侧安装有可拆卸的卡板,切换板左端部的下侧布置有缺口,切换板左端固定板内靠近缺口的一侧竖直安装有冲孔凸模,冲孔凸模的下端竖直穿过压料板伸入到冲孔凹模的通孔内,切换板右端部的下侧并排布置有两个卡

一种冲压模具的表面处理方法.pdf
本发明公开了一种冲压模具的表面处理方法,包括如下步骤:(1)用直径3-5微米的铸铁弹或钢弹对冲压模具表面进行喷丸处理;(2)用棉球蘸稀释剂轻擦模具表面,去除油脂;(3)把除油后的模具放入酸性溶液中浸泡50—60分钟;(4)取出模具后用离子水反复冲洗,并进行烘干处理;(5)最后用粘结剂将研磨粉粘在精细砂轮上,对模具表面进行打磨和抛光。本发明所提供的冲压模具的表面处理方法,操作简单,喷丸处理有利于提高模具的机械强度、耐磨性和耐氧化性,消除铸件的残余应力。