
一种石油开采作业用抗硫化氢不锈钢锻件及其制备方法.pdf

一条****彩妍

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种石油开采作业用抗硫化氢不锈钢锻件及其制备方法.pdf
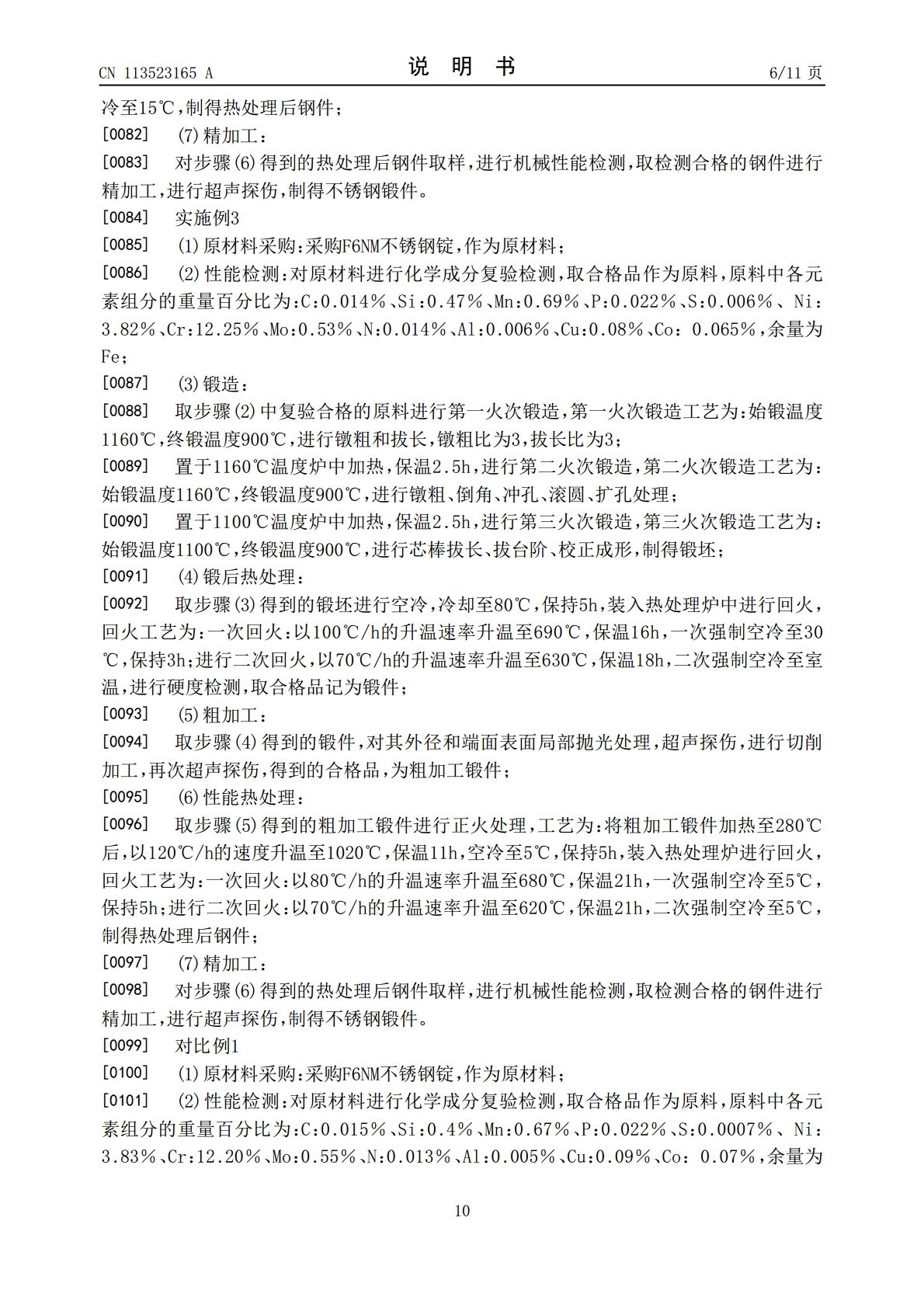
本发明公开了一种石油开采作业用抗硫化氢不锈钢锻件及其制备方法,包括以下步骤:(1)原材料采购:取F6NM不锈钢锭;(2)性能检测:化学成分复验;(3)锻造:多火次锻造;(4)锻后热处理:冷却、回火;(5)粗加工:切削加工;(6)性能热处理:固溶、冷却、回火;(7)精加工:精加工,制得不锈钢锻件。本发明通过对不锈钢锻件的化学成分进行具体限定,将C含量控制在超低状态,同时控制N含量,在维持相稳定的同时,降低硬度,提高焊接性能和抗H
抗硫化氢腐蚀石油钻杆用钢及其制造方法.pdf
抗硫化氢腐蚀石油钻杆用钢及其制造方法。本发明涉及一种钻杆管体用钢,其化学成分的重量百分数为:C:0.20~0.35%,Si:0.1~0.5%,Mn:0.3~1.5%,Cr:0.5~1.5%,Mo:1.0~2.5%,V:0~0.25%,Ti:0~0.05%,Nb:0.01~0.05%,Ca:0.008~0.02%,P:≤0.015%,S:≤0.005%,O:≤30ppm,N:≤60ppm,Al:0.01~0.05%,其余为Fe和不可避免的杂质。本发明的钻杆管体的制造方法,包括:采用电炉冶炼,熔炼后采用LF+
一种石油高效开采装置及其开采方法.pdf
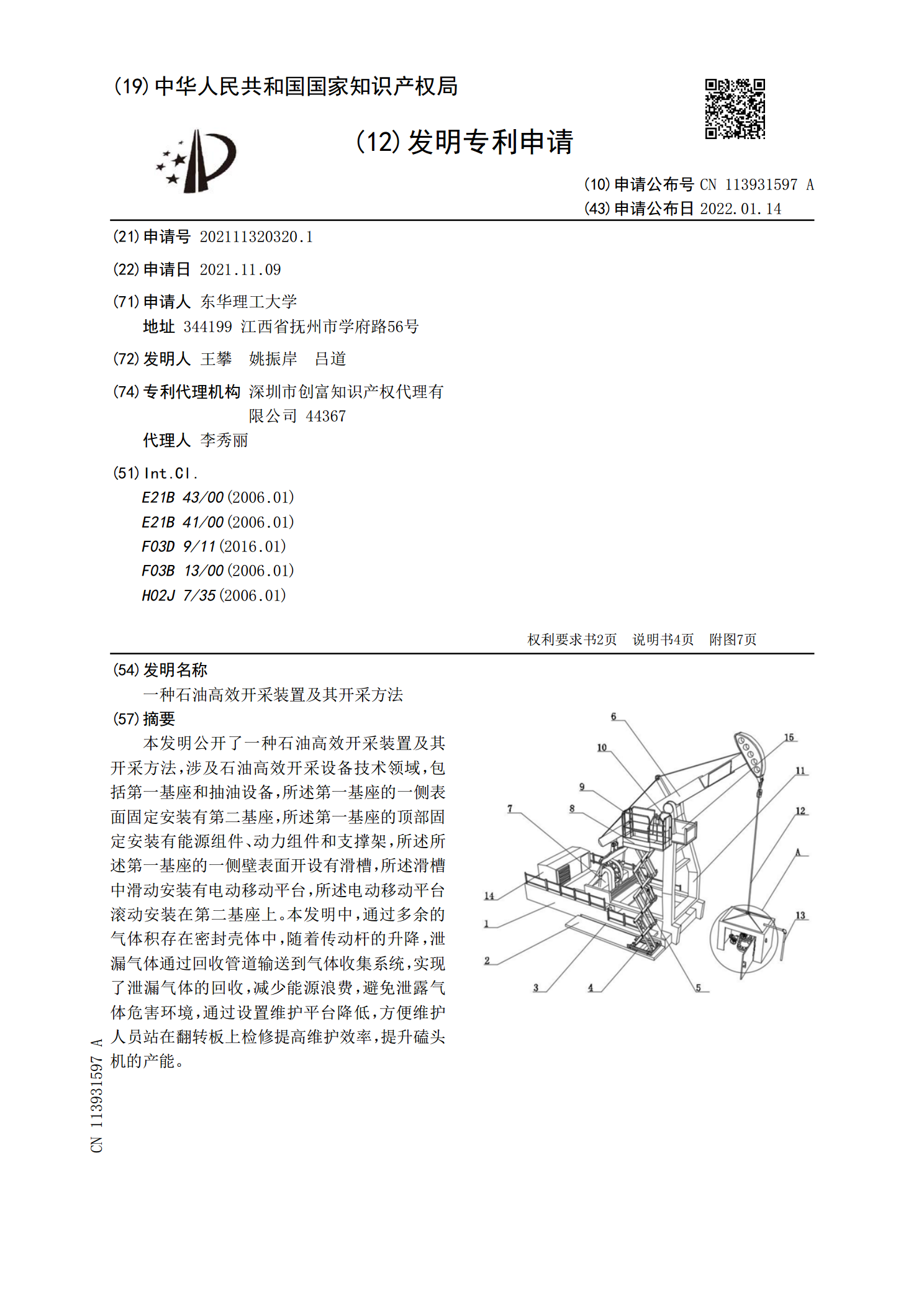
本发明公开了一种石油高效开采装置及其开采方法,涉及石油高效开采设备技术领域,包括第一基座和抽油设备,所述第一基座的一侧表面固定安装有第二基座,所述第一基座的顶部固定安装有能源组件、动力组件和支撑架,所述所述第一基座的一侧壁表面开设有滑槽,所述滑槽中滑动安装有电动移动平台,所述电动移动平台滚动安装在第二基座上。本发明中,通过多余的气体积存在密封壳体中,随着传动杆的升降,泄漏气体通过回收管道输送到气体收集系统,实现了泄漏气体的回收,减少能源浪费,避免泄露气体危害环境,通过设置维护平台降低,方便维护人员站在翻转
锻件模锻用保温粘接剂及其制备方法.pdf
本发明公开了一种模锻成形的锻件模锻用保温粘接剂,特别适合于高温合金、钛合金及铝合金模锻件的保温成形的粘接剂。本发明提供的能在锻件表面形成一层连续、均匀、致密起保温、润滑作用的薄膜的保温材料用粘接剂,其按重量百分比包括以下组分,有机硅耐热树脂或有机钛环氧树脂20-40%、玻璃粉20-40%、磷酸三钠0-5%、无水硼砂、2-6%、石墨0-5%、浮型铝粉浆1-3%、硅酸铝镁悬浮剂1-5%,二甲苯10-40%。本发明具有能够精确控制锻造温度,减少坯料回炉次数,延长每火可锻时间,降低了使用包覆材料的成本,扩大了保温
一种开采石油用乳化分散增稠聚合物及其制备方法.pdf
本发明涉及一种开采石油用乳化分散增稠聚合物及其制备方法,含有相等碳链长度的阴阳离子对,由丙烯酰胺、丙烯酸、相等碳链长度的阴阳离子的丙烯单体四类单体通过自由基聚合得到的。该聚合物具有亲油亲水的表面活性双亲能力,可以对原油进行乳化和分散,并保持乳液的稳定性;相等碳链长度的阴阳离子具有等电点抗盐增粘作用,有利于聚合物的抗盐增粘性能。用于石油开采驱油作业,能增稠水溶液粘度,乳化分散原油,形成稳定的乳化分散大颗粒油滴,降低原油粘度,提高原油采收率。