
内圆磨床工作原理.doc

kp****93


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

内圆磨床工作原理.doc
普通内圆磨床是生产中应用最广的一种内圆磨床。图1—29所示为普通内圆磨床的磨削方法。图1—29a、b为采用纵磨法或切人法磨削内孔。图1—29c、d为采用专门的端磨装置,可在工件一次装夹中磨削内孔和端面。插齿原理及所需的运动插齿原理类似一对圆柱齿轮相啮合,其中一个是工件,另一个是具有齿轮形状的插齿刀。可见插齿机也是按展成法原理来加工圆柱齿轮的。如图所示。插齿刀实质上是一个端面磨有前角,齿顶及齿侧均磨有后角的齿轮,它的模数和压力角与被加工齿轮相同。齿廓曲线渐开线是在插齿刀刀刃多次相继切削中,由刀刃各瞬时位置的

内圆磨床的保养.doc
内圆磨床的保养一级保养1.机床运行600小时进行一级保养,以操作工人为主,维修工人配合进行。2.首先切断电源,然后进行保养工作(见下表)。序号保养部位保养内容及要求一外保养1.清洗机床外表及各防护罩壳,保持内外清洁,无锈蚀,无黄袍。2.补齐、紧固手柄、手球、螺钉、螺母等机件,保持机床整齐。3.清洗砂轮架、附件和洗尘器。二液压润滑1.检查液压系统,保持正常运行。2.清洗油泵、滤油器。3.清洗油毡、油孔,保持油路畅通,油质、油量符合要求,油标明亮。三冷却1.清洗冷却箱,更换冷却液。2.清洗冷却泵、过滤器。四电
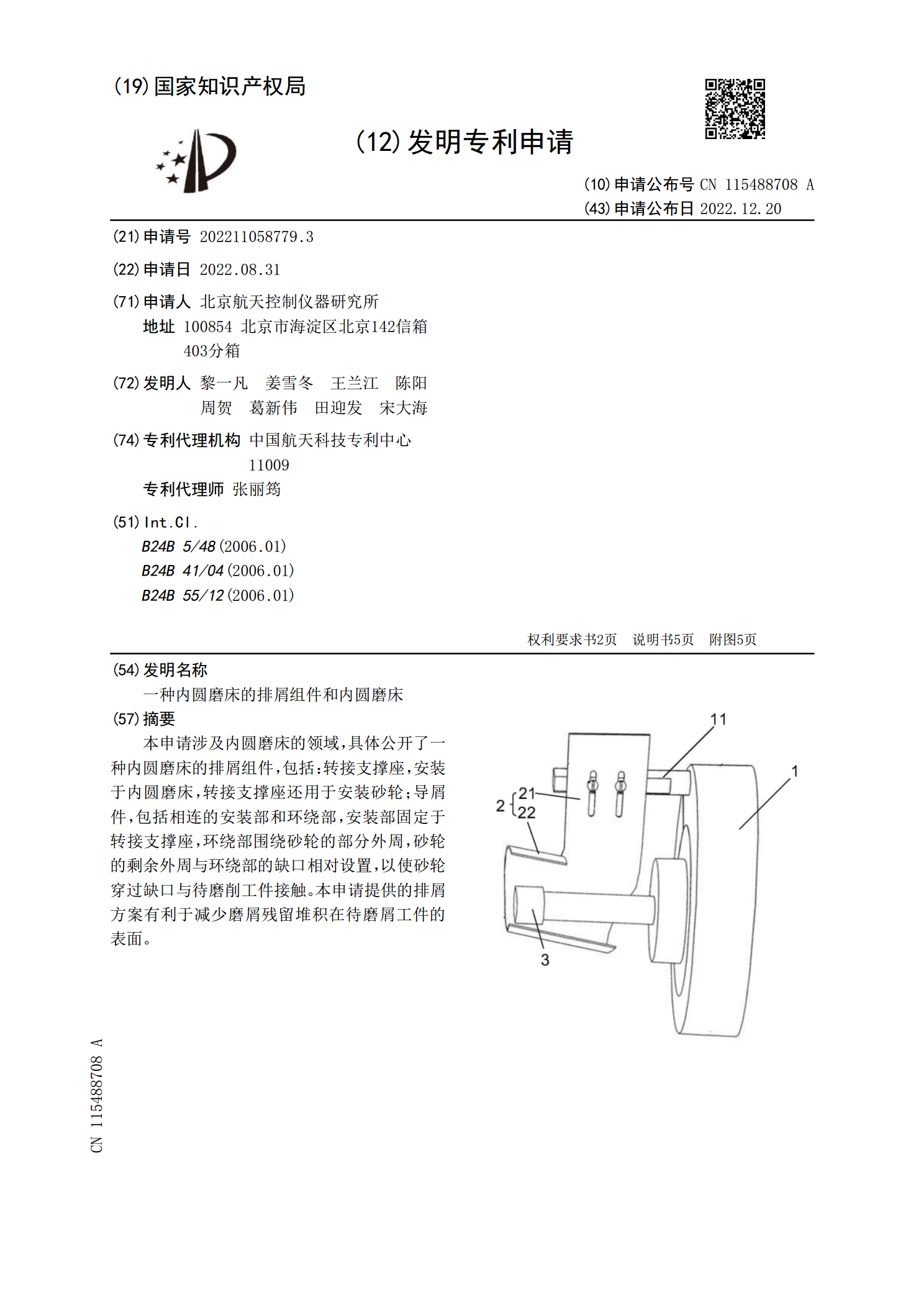
一种内圆磨床的排屑组件和内圆磨床.pdf
本申请涉及内圆磨床的领域,具体公开了一种内圆磨床的排屑组件,包括:转接支撑座,安装于内圆磨床,转接支撑座还用于安装砂轮;导屑件,包括相连的安装部和环绕部,安装部固定于转接支撑座,环绕部围绕砂轮的部分外周,砂轮的剩余外周与环绕部的缺口相对设置,以使砂轮穿过缺口与待磨削工件接触。本申请提供的排屑方案有利于减少磨屑残留堆积在待磨屑工件的表面。
内圆磨床全面介绍.ppt
内圆磨床全面介绍

轴承环内圆磨床.pdf
本发明公开了一种轴承环内圆磨床,包括床身、往复工作台、工件轴箱、砂轮修整器、砂轮座总成、操纵面板、液压系统、电气控制系统和冷却系统,所述往复工作台安装在床身上面,工件轴箱安装在床身左端上部,砂轮修整器固定于床身上面后侧,砂轮座总成设置在往复工作台上面,操纵面板安装在床身右侧上方,液压系统和电气控制系统安装在床身内部,冷却系统设置在床身后端。本发明轴承环内圆磨床,结构简单,静态及动态刚性明显增强,摩擦阻力小磨损轻,精度保持性好,减振抗振性强,易操纵,切削用量调整更方便,尺寸控制更直观,备件标准化使维修更容易