
一种高精度粉末冶金包胶齿轮制备方法.pdf

是你****盟主


1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高精度粉末冶金包胶齿轮制备方法.pdf
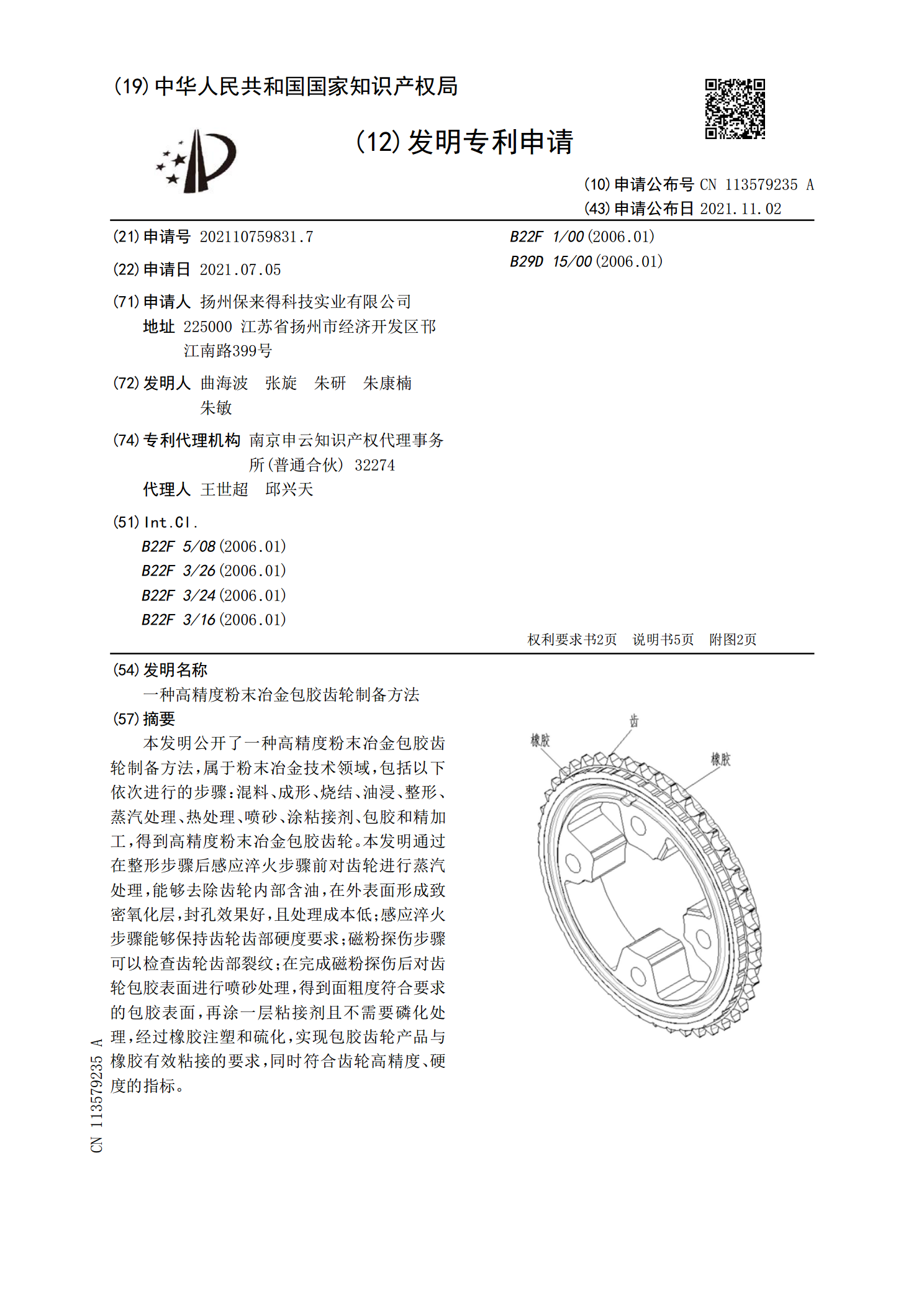
本发明公开了一种高精度粉末冶金包胶齿轮制备方法,属于粉末冶金技术领域,包括以下依次进行的步骤:混料、成形、烧结、油浸、整形、蒸汽处理、热处理、喷砂、涂粘接剂、包胶和精加工,得到高精度粉末冶金包胶齿轮。本发明通过在整形步骤后感应淬火步骤前对齿轮进行蒸汽处理,能够去除齿轮内部含油,在外表面形成致密氧化层,封孔效果好,且处理成本低;感应淬火步骤能够保持齿轮齿部硬度要求;磁粉探伤步骤可以检查齿轮齿部裂纹;在完成磁粉探伤后对齿轮包胶表面进行喷砂处理,得到面粗度符合要求的包胶表面,再涂一层粘接剂且不需要磷化处理,经过
一种粉末冶金包胶链轮的制备方法.pdf
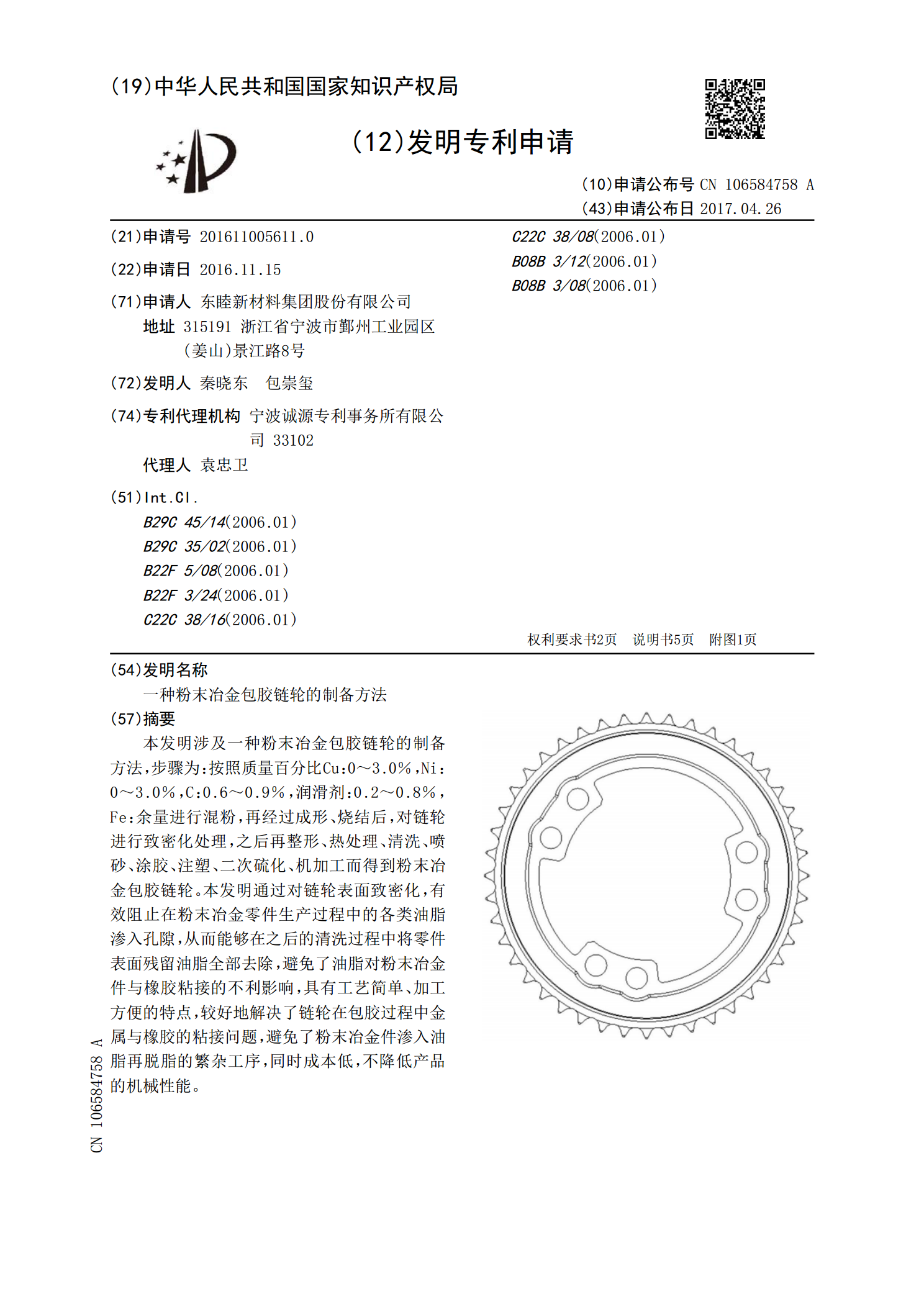
本发明涉及一种粉末冶金包胶链轮的制备方法,步骤为:按照质量百分比Cu:0~3.0%,Ni:0~3.0%,C:0.6~0.9%,润滑剂:0.2~0.8%,Fe:余量进行混粉,再经过成形、烧结后,对链轮进行致密化处理,之后再整形、热处理、清洗、喷砂、涂胶、注塑、二次硫化、机加工而得到粉末冶金包胶链轮。本发明通过对链轮表面致密化,有效阻止在粉末冶金零件生产过程中的各类油脂渗入孔隙,从而能够在之后的清洗过程中将零件表面残留油脂全部去除,避免了油脂对粉末冶金件与橡胶粘接的不利影响,具有工艺简单、加工方便的特点,较好
粉末冶金高精度斜齿轮制备方法.pdf
本发明公开了一种高精度粉末冶金压制斜齿轮制备方法,该方法包括:将预先混合好的金属粉末材料加入到安装于成形压机的模具内成形以获得压制坯;在三段式的烧结炉内进行烧结,高温烧结段温度1110‑1130℃,高温烧结时间不低于30分钟;将烧结坯至于两个高精度斜齿轮之间进行滚压以获得7级精度的斜齿轮。该制备方法使用滚压工艺,较烧结件粉末冶金斜齿轮齿形精度至少提升1级,相较于传统的整形工艺,工装模具寿命大幅提高,可实现大规模低成本生产。

一种粉末冶金齿轮的制备方法.pdf
本发明公开了一种粉末冶金齿轮的制备方法,所述粉末冶金齿轮制备步骤包括:原料选取、过滤搅拌、毛坯压制、高温烧结、浸油冷却、整形加工、振动研磨、防锈处理和入库存放,本发明产出的齿轮强度高,不易产生裂纹,且工艺流程全面,产出的齿轮质量好,且最后采用振动研磨的工艺使齿轮具有良好的外观。

一种粉末冶金齿轮及其制备方法.pdf
一种粉末冶金齿轮及其制备方法,其特征在于:由下列重量份的原料制成:铁粉96-99、钼粉1.2-1.4、铝粉2.1-2.4、碳化硅0.8-1.0、硬酯酸2.3-2.6、柠檬酸三丁酯1.2-1.5、Be0.2-0.3、Pb0.1-0.2、Mg0.9-1.2、La0.1-0.15、碳化硅1.2-1.4、碳化铌0.3-0.4、Nb2O50.2-0.3、SnO20.5-0.6、硼化二钼1.0-1.2、分散剂2-3。本发明提供的粉末冶金齿轮及其成形方法,改变了原料配比,能够增强粉末冶金齿轮的韧度和强度,增加使用寿命,