
一种超薄玻璃盖板加工工艺.pdf

觅松****哥哥

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种超薄玻璃盖板加工工艺.pdf
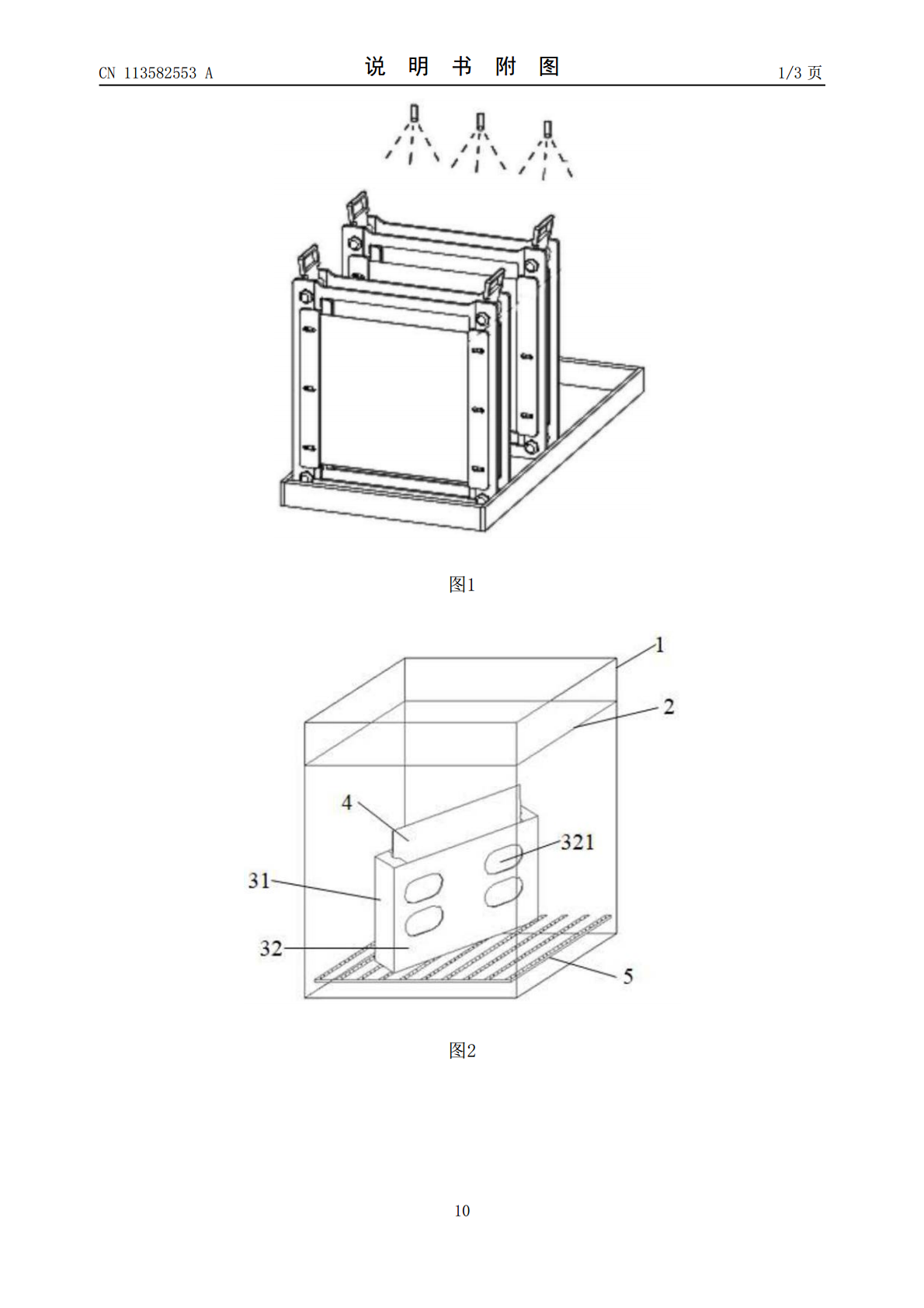
本发明公开了一种超薄玻璃盖板加工工艺,包括玻璃大板减薄、激光切割、边缘处理、化学钢化、面蚀刻优化及超声清洗等,所述边缘处理采用化学蚀刻方式,利用氢氟酸/硝酸/硫酸溶液通过浸泡的方式对切割后的超薄玻璃边缘进行钝化处理以修复玻璃四边微小的崩边缺陷,同时对玻璃两面进行蚀刻减薄,避免覆膜撕膜过程,提高了成品良率,解决了传统的边缘处理存在的问题,加工的超薄玻璃成品具有较好的边缘效果及较低的表面粗糙度,确保了成品玻璃优异的弯折性能和较高的耐冲击强度。

一种柔性超薄玻璃盖板的制备方法.pdf
本发明涉及一种用于折叠手机盖板的柔性超薄玻璃盖板的制备方法。它包括以下步骤:(1)、将0.3‑0.5mm玻璃基材直接进行两面化学蚀刻,减成玻璃基材;(2)、将0.2mm玻璃基材粘贴在支撑基板两侧,用紫外线固化水解胶进行粘贴成基板单元;(3)、在基板单元四个边缘的端面上涂布封边胶;(4)、再进行第二次单面化学蚀刻,制成玻璃基板单元;(5)、将玻璃基板单元叠加形成叠层玻璃板;(6)、将叠层玻璃板使用切割机进行分断,得到多个叠层块;(7)、将叠层块剥离支撑基板即得到单片的柔性超薄玻璃盖板。它可将玻璃片材的厚度减
一种超薄耐磨型触屏玻璃加工工艺.pdf
本发明涉及玻璃加工技术领域,具体为一种超薄耐磨型触屏玻璃加工工艺,包括生产座,所述生产座的内部固定连接有支撑座,所述支撑座的上表面固定连接有放置板,所述生产座的内部转动连接有螺纹柱,所述螺纹柱的外表面啮合有棘齿板,所述棘齿板的外表面转动连接有推送杆,所述推送杆的内部活动连接有推送簧,所述生产座的内部转动连接有转动盘,所述转动盘的下方两侧均固定连接有支撑杆,所述棘齿板的侧表面活动连接有加压杆。在使用时能够使划痕头在玻璃物料的表面进行不规则的划痕处理,能够多方位的进行检测,且在各个机构相互作用下,能够适应不同
一种位于前置玻璃盖板的盲孔的加工工艺.pdf
本发明涉及盲孔加工工艺技术领域,具体涉及一种位于前置玻璃盖板的盲孔的加工工艺,其盲孔加工工艺步骤包括:(1)开料:得到前置玻璃盖板物料;(2)一次CNC成型:采用电镀砂轮棒,对位于前置玻璃盖板上的指纹识别位置进行初加工,形成盲孔;(3)CNC二次精修盲孔:采用二次定位治具,定位前置玻璃盖板,然后,采用电镀砂轮棒,对盲孔进行精加工;(4)扫光:对盲孔进行扫光;(5)精磨:采用电镀砂轮棒,对盲孔进行精磨;(6)清洗、全检;(7)强化:对盲孔进行氮化;(8)清洗、检验后包装入库。本发明的有益效果为:其加工的较大
一种柔性超薄玻璃盖板的化学强化方法.pdf
本发明涉及一种柔性超薄玻璃盖板的化学强化方法。它包括以下步骤:(1)、在硝酸钾原料中加入总质量1‑2%的添加剂,制成混合硝酸钾盐;(2)、将配置好的混合硝酸钾盐加热到400℃~450℃,形成熔融状态并通过温度控制保持温度稳定;(3)、将柔性盖板玻璃在预热区域预热到380℃,恒温30分钟;(4)、再将柔性盖板玻璃浸入混合硝酸钾熔盐中,恒定在420℃~430℃2~4小时;(5)、将柔性盖板玻璃从熔盐中缓慢取出,然后缓慢冷却至室温,进行清洗之后制成本发明的柔性超薄玻璃盖板。它有效提高了柔性盖板玻璃在弯曲对折状态