
数控机床的自动换刀装置设计.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控机床的自动换刀装置设计.doc
数控机床的自动换刀装置第一节自动换刀装置的形式数控机床为了能在工件一次装夹中完成多种甚至所有加工工序,以缩短辅助时间和减少多次安装工件所引起的误差,必须带有自动换刀装置。数控车床上的回转刀架就是一种简单的自动换刀装置,所不同的是在多工序数控机床出现之后,逐步发展和完善了各类回转刀具的自动换刀装置,扩大了换刀数量,从而能实现更为复杂的换刀操作。在自动换刀数控机床上,对自动换刀装置的基本要求是:换刀时间短,刀具重复定位精度高,有足够的刀具存储量,刀库占地面积小及安全可靠等。各
自动换刀装置设计.doc
数控铣削中心——自动换刀装置设计学院:工业自动化学院专业:机械电子工程姓名:蔡曜阳学号:160406102759指导老师:吴明友职称:副教授中国·珠海二〇二〇年五月毕业设计诚信承诺书本人郑重承诺:本人所呈交的毕业设计《数控铣削中心-自动换刀装置设计》是在指导教师的指导下独

自动换刀装置设计.doc
数控铣削中心——自动换刀装置设计学院:工业自动化学院专业:机械电子工程姓名:蔡曜阳学号:160406102759指导老师:吴明友职称:副教授中国·珠海二〇二〇年五月毕业设计诚信承诺书本人郑重承诺:本人所呈交的毕业设计《数控铣削中心-自动换刀装置设计》是在指导教师的指导下,独立展开研究取得的成果,文中引用他人的观点和材料,均在文后安顺序列出其参考文献,设计使用的数据真实可靠。本人签名:日期:年月日数控铣削中心——自动换刀装置设计摘要不用人工操作的能够自主进行换刀的一种装置被称为自动换刀装置,它用数控代码设置

第4章 数控机床自动换刀装置.ppt
第4章自动换刀装置4.1ATC刀具自动换刀装置4.1ATC刀具自动换刀装置4.1ATC刀具自动换刀装置4.2刀库4.2刀库4.2刀库4.2刀库4.2刀库4.2刀库4.2刀库4.2刀库4.3机械手4.3机械手4.3机械手4.3机械手4.3机械手4.3机械手4.3机械手4.4自动换刀装置4.4自动换刀装置4.4自动换刀装置4.4自动换刀装置4.4自动换刀装置4.4自动换刀装置4.4自动换刀装置4.4自动换刀装置4.5刀库自动换发过程与换刀实例4.5刀库自动换发过程与换刀实例4.5刀库自动换发过程与换刀实例4.
自动换刀装置.pdf
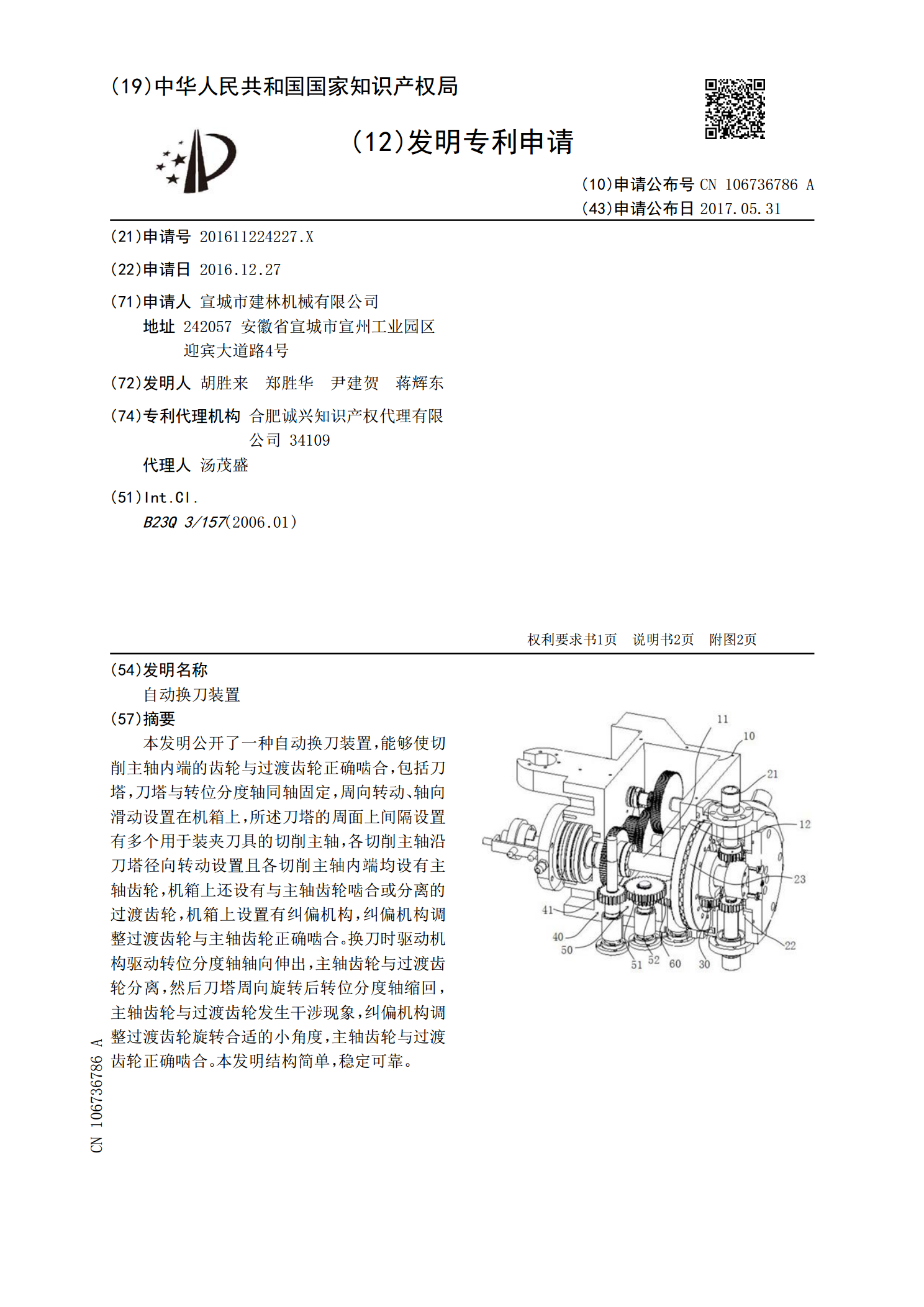
本发明公开了一种自动换刀装置,能够使切削主轴内端的齿轮与过渡齿轮正确啮合,包括刀塔,刀塔与转位分度轴同轴固定,周向转动、轴向滑动设置在机箱上,所述刀塔的周面上间隔设置有多个用于装夹刀具的切削主轴,各切削主轴沿刀塔径向转动设置且各切削主轴内端均设有主轴齿轮,机箱上还设有与主轴齿轮啮合或分离的过渡齿轮,机箱上设置有纠偏机构,纠偏机构调整过渡齿轮与主轴齿轮正确啮合。换刀时驱动机构驱动转位分度轴轴向伸出,主轴齿轮与过渡齿轮分离,然后刀塔周向旋转后转位分度轴缩回,主轴齿轮与过渡齿轮发生干涉现象,纠偏机构调整过渡齿轮