
冷连轧低碳钢板及钢带.doc

kp****93


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

冷连轧低碳钢板及钢带.doc
冷连轧低碳钢板及钢带(Q/BQB403-2003代替Q/BQB403-1999BZJ407-1999)1范围本标准规定了冷连轧低碳钢板及钢带的分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志及质量证明书等。本标准适用于宝山钢铁股份有限公司生产的厚度为0.30mm~3.5mm的冷连轧低碳钢板及钢带(以下简称钢板及钢带)。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达

第11讲 冷连轧艺过程的板形控制技术.doc
轧材质量控制与深加工技术第十讲冷连轧工艺过程的板形控制技术1轧机板形概念板带材冷轧机的发展,其基本设计思想是如何提高冷轧板带的产量和质量、减少建设成本和维护费用。板带材产品有四大质量指标:板形精度、厚度精度、表面质量、力学性能。厚度精度是指板带材的平均厚度。由于现代液压、检测和控制技术的发展,自动厚度控制AGC(AutomaticGaugeControl)的引入,使得厚度控制精度大大提高,至90年代末发展已经比较成熟。表面质量是指带钢表面的缺陷情况和涂镀质量。力学性能是指带钢的强度和延展性。板形的概念并不
冷连轧升降速过程板形变化及其张力补偿技术.pptx
汇报人:目录PARTONEPARTTWO冷连轧工艺的基本原理冷连轧工艺的特点冷连轧工艺的应用范围PARTTHREE升降速过程中板形变化的原理升降速过程中板形变化的影响因素升降速过程中板形变化的控制方法PARTFOUR张力补偿技术的原理张力补偿技术在冷连轧中的重要性张力补偿技术的实现方式PARTFIVE基于工艺参数的优化策略基于设备结构的优化策略基于控制算法的优化策略PARTSIX智能化张力补偿技术的发展趋势基于大数据和云计算的张力补偿技术应用前景绿色环保的张力补偿技术发展方向THANKYOU
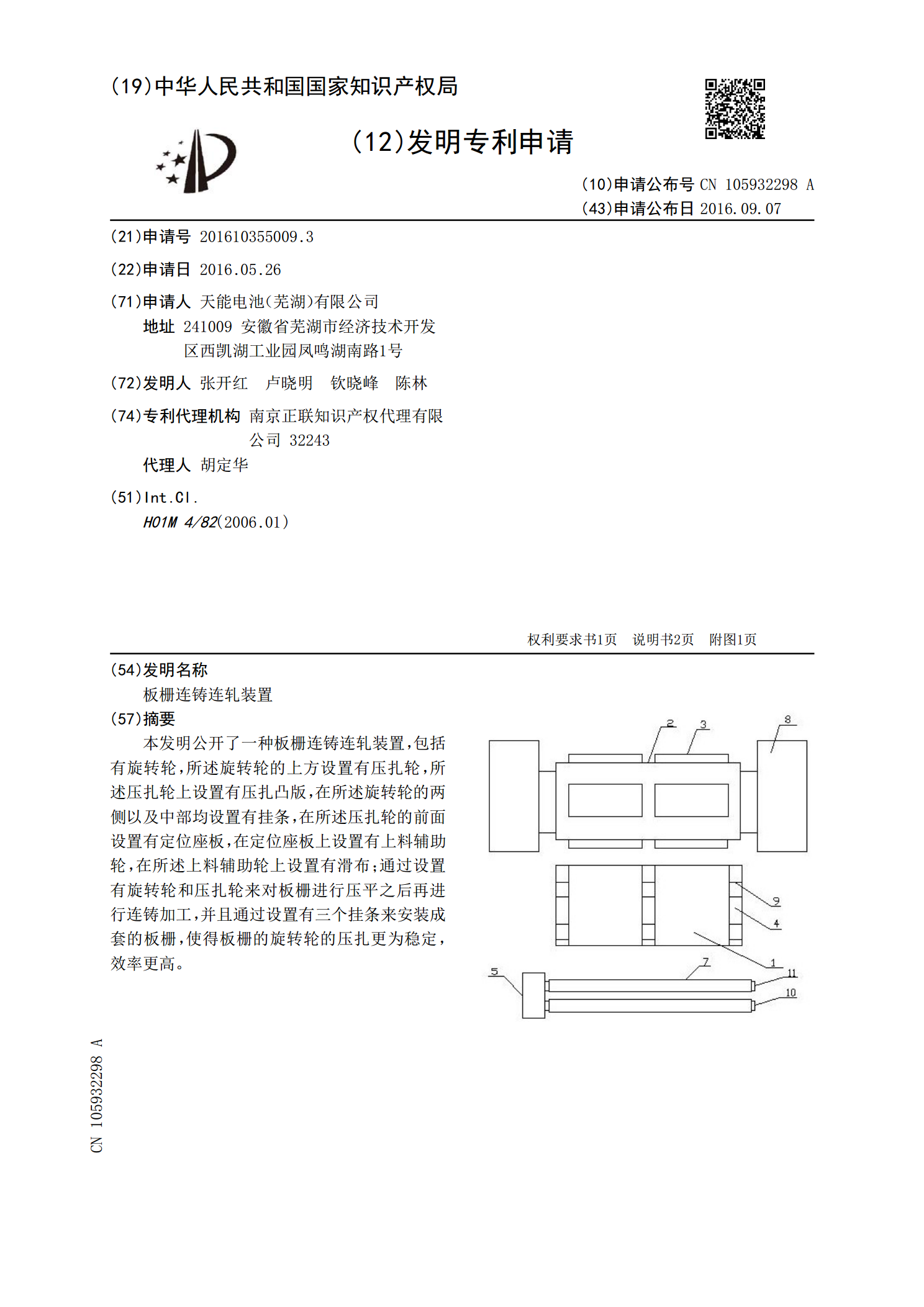
板栅连铸连轧装置.pdf
本发明公开了一种板栅连铸连轧装置,包括有旋转轮,所述旋转轮的上方设置有压扎轮,所述压扎轮上设置有压扎凸版,在所述旋转轮的两侧以及中部均设置有挂条,在所述压扎轮的前面设置有定位座板,在定位座板上设置有上料辅助轮,在所述上料辅助轮上设置有滑布;通过设置有旋转轮和压扎轮来对板栅进行压平之后再进行连铸加工,并且通过设置有三个挂条来安装成套的板栅,使得板栅的旋转轮的压扎更为稳定,效率更高。
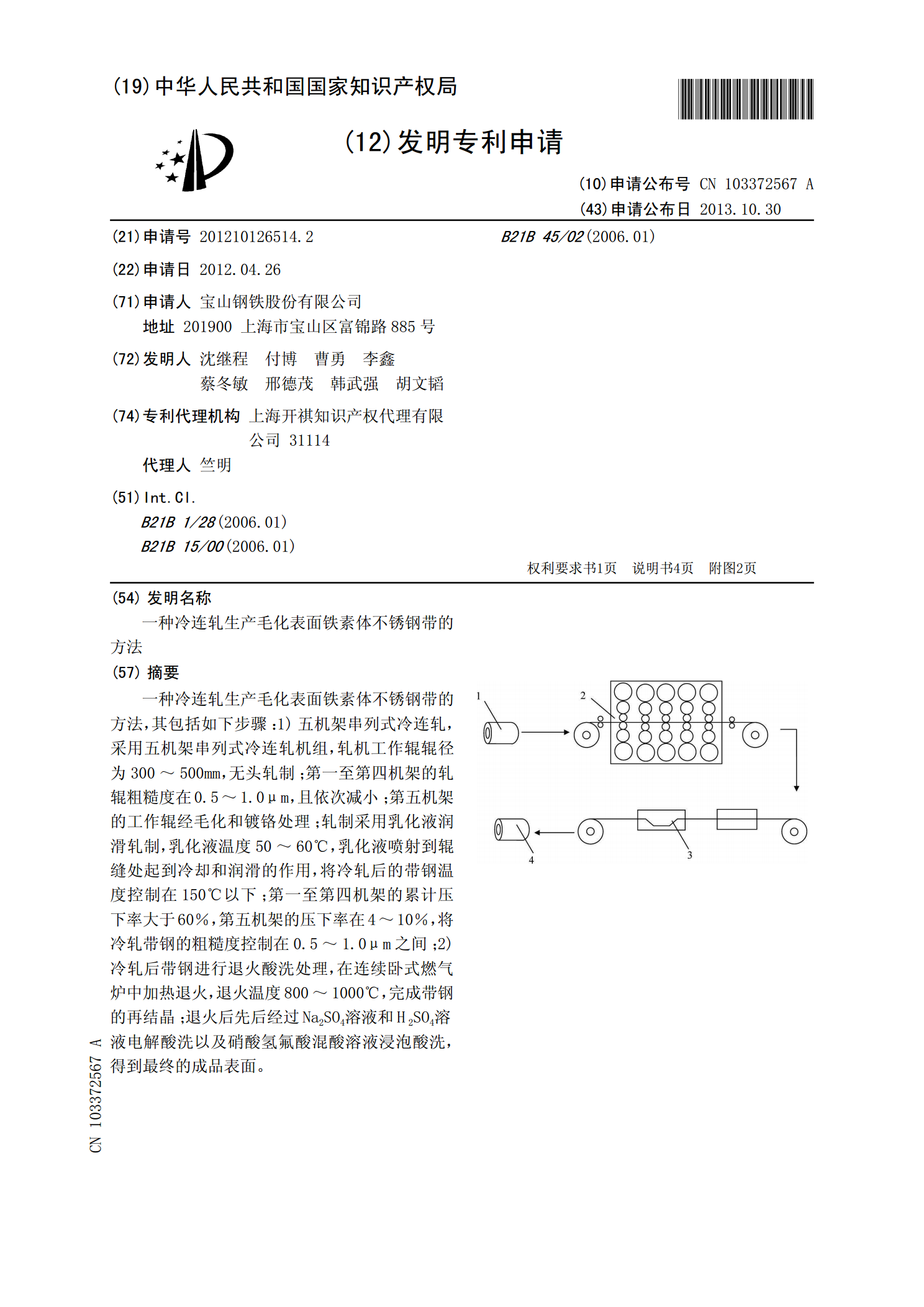
一种冷连轧生产毛化表面铁素体不锈钢带的方法.pdf
一种冷连轧生产毛化表面铁素体不锈钢带的方法,其包括如下步骤:1)五机架串列式冷连轧,采用五机架串列式冷连轧机组,轧机工作辊辊径为300~500mm,无头轧制;第一至第四机架的轧辊粗糙度在0.5~1.0μm,且依次减小;第五机架的工作辊经毛化和镀铬处理;轧制采用乳化液润滑轧制,乳化液温度50~60℃,乳化液喷射到辊缝处起到冷却和润滑的作用,将冷轧后的带钢温度控制在150℃以下;第一至第四机架的累计压下率大于60%,第五机架的压下率在4~10%,将冷轧带钢的粗糙度控制在0.5~1.0μm之间;2)冷轧后带钢进