
氮化钛制备工艺.doc

kp****93


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

氮化钛制备工艺.doc
镀工艺顺序为:抽真空至6.7×10-3Pa,通入Ar气,当炉内压强为2.0Pa时基体加载负偏压-800V,进行Ar气溅射清洗试件表面10min。清洗后再次抽真空至6.7×10-3Pa,打开钛靶对试样进行轰击。钛靶轰击不但有清洗活化试件表面的作用,还可以加热试件,并在试件表面形成一层纳米级的纯钛过渡层,进一步提高基体和膜层之间的结合强度。镀膜参数为:N2分压0.8Pa,基体加载的负偏压0~-500V,钛靶电流为60A,铝靶电流为60A,交替沉积TiN和TiAlN膜层2.4.1辉光清洗原理及作用尽管待镀工件的
钛粉氮化法制备高氮化钛粉的设备及其工艺方法.pdf
提供一种钛粉氮化法制备高氮化钛粉的设备及其工艺方法,通过对钛粉直接氮化法制备氮化钛粉的设备进行优化,采用电加热装置对均摊于其上的钛粉进行加热,提高了钛粉加热的均匀性,从而有利于炉体内浓度恒定的氮气与钛粉的充分反应,提高氮化钛粉的氮含量,保证氮化钛粉的制备质量,制备工艺简单,合成效果好,制备成本低,制备效率高。
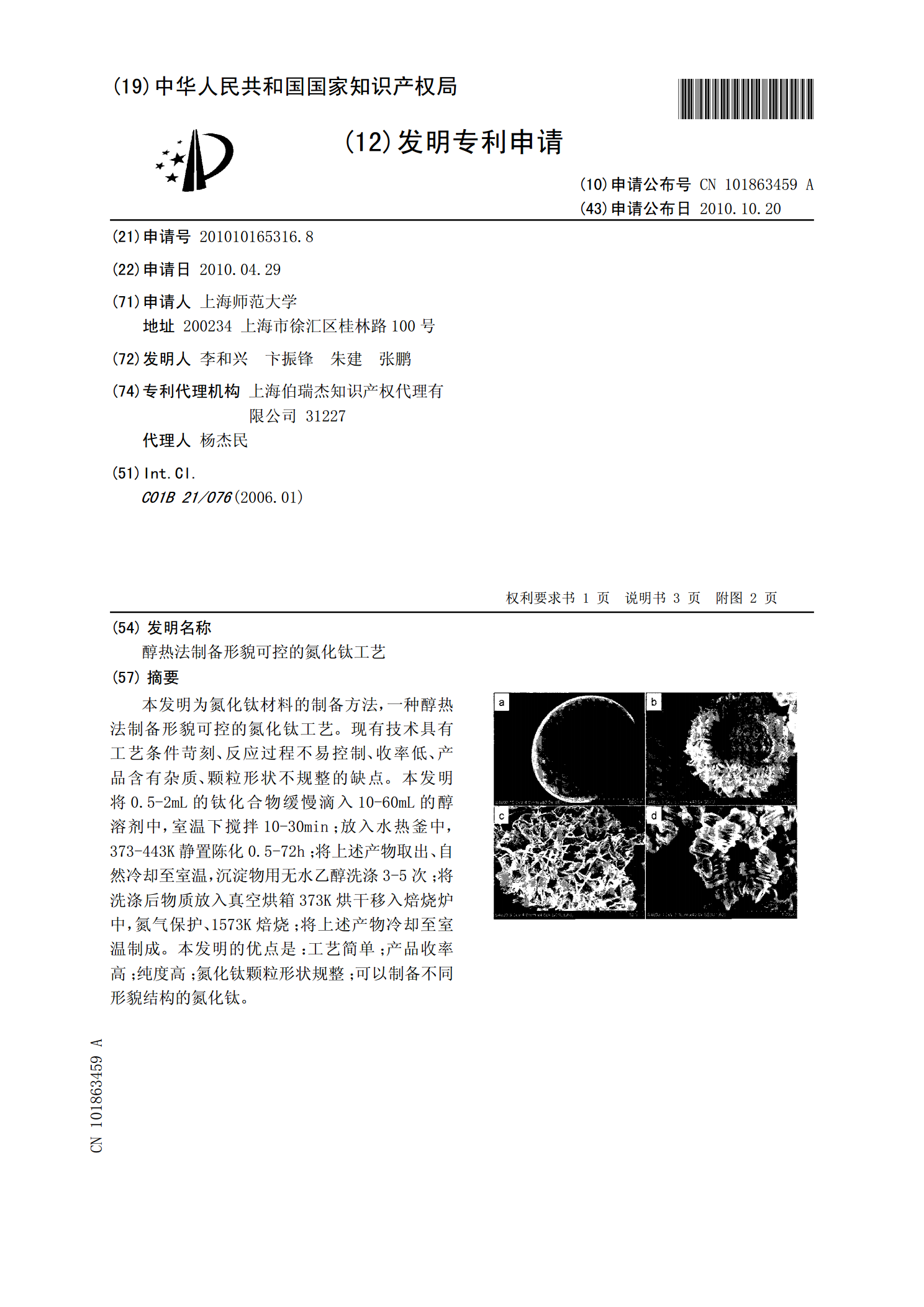
醇热法制备形貌可控的氮化钛工艺.pdf
本发明为氮化钛材料的制备方法,一种醇热法制备形貌可控的氮化钛工艺。现有技术具有工艺条件苛刻、反应过程不易控制、收率低、产品含有杂质、颗粒形状不规整的缺点。本发明将0.5-2mL的钛化合物缓慢滴入10-60mL的醇溶剂中,室温下搅拌10-30min;放入水热釜中,373-443K静置陈化0.5-72h;将上述产物取出、自然冷却至室温,沉淀物用无水乙醇洗涤3-5次;将洗涤后物质放入真空烘箱373K烘干移入焙烧炉中,氮气保护、1573K焙烧;将上述产物冷却至室温制成。本发明的优点是:工艺简单;产品收率高;纯度高

氮化钛薄膜的制备及应用.doc
氮化钛薄膜的制备及应用1.TiN薄膜的制备方法TiN薄膜的研究工作早在20世纪60年代已开始进行,但因材料和器件制备上的困难,使研究工作一度转入低潮。后来随着薄膜制备技术的提高,国内外对TiN薄膜的研究工作又开始活跃起来,制备方法也多样化了,目前已取得很大进展。TiN薄膜的制备方法主要可分为物理气相沉积、化学气相沉积两大类。1.1物理气相沉积(PVD)1.1.1电子束蒸镀法单纯采用真空镀膜法制备TiN薄膜在国内外很少,这主要因为它有与基片结合较差、工艺重复性不好的缺点。目前国内外用得最多的真空镀膜法是电子

钛的表面氮化工艺.docx
钛的表面氮化工艺钛的表面氮化工艺摘要:氮化是一种重要的表面处理技术,可以在钛材料表面形成一层氮化物膜,从而改变钛的表面性能。本论文将介绍钛的表面氮化工艺,包括传统的热处理法和物理气相沉积法两种方法。同时,还将分析不同氮化工艺对钛材料表面形貌、结构和性能的影响,并对其应用领域进行讨论。关键词:氮化、钛材料、表面处理、热处理、物理气相沉积引言:钛材料具有优良的力学性能和化学稳定性,因此在航空、航天、能源、医疗等领域得到广泛应用。然而,钛材料的表面往往存在一些问题,例如易受腐蚀和磨损,降低了其使用寿命和性能。为