
轴承端盖的设计与制造-郭全.pptx

kp****93

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

轴承端盖的设计与制造-郭全.pptx
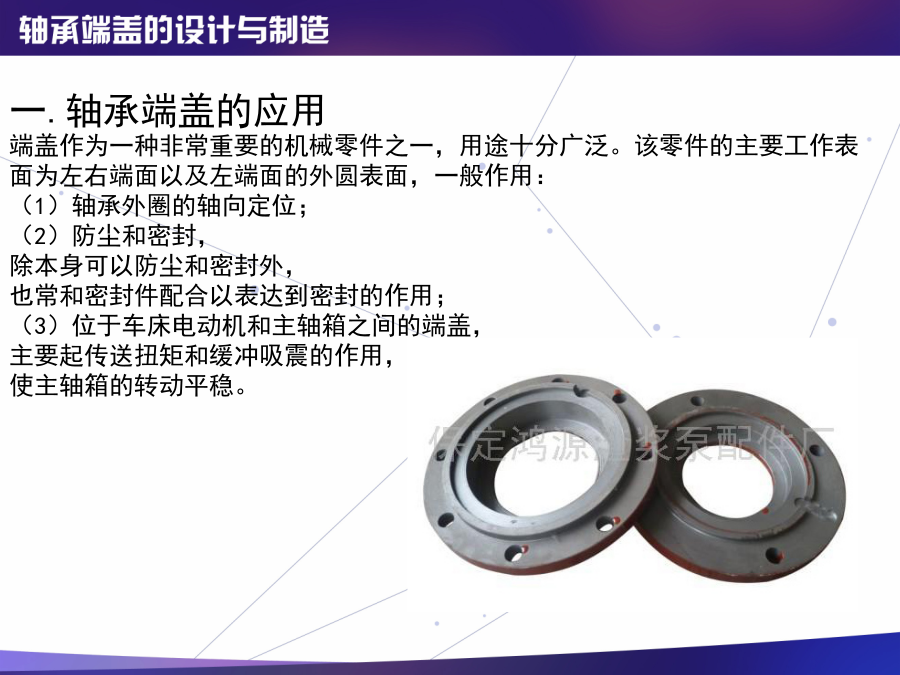
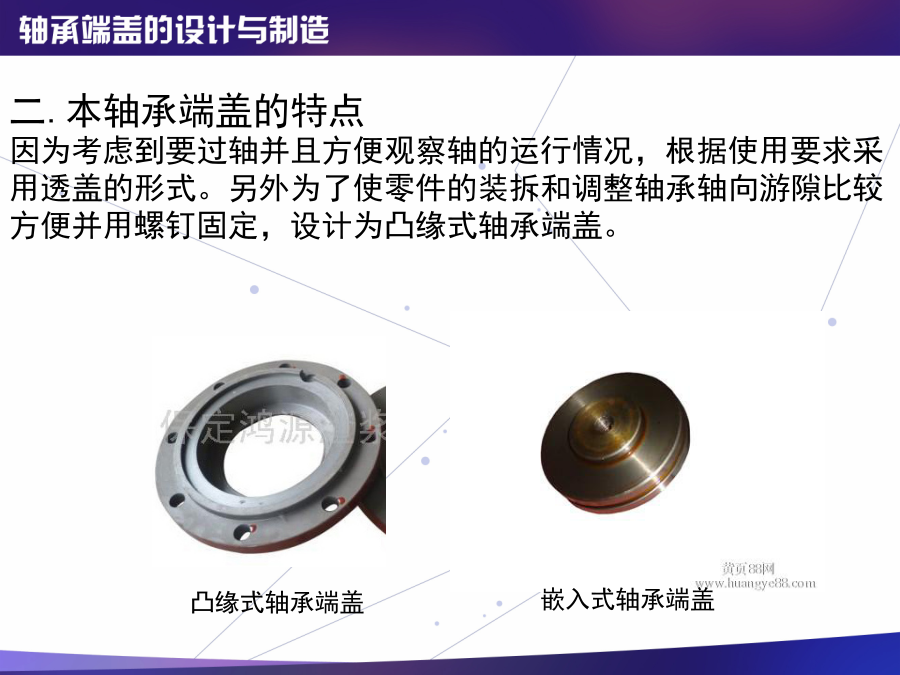
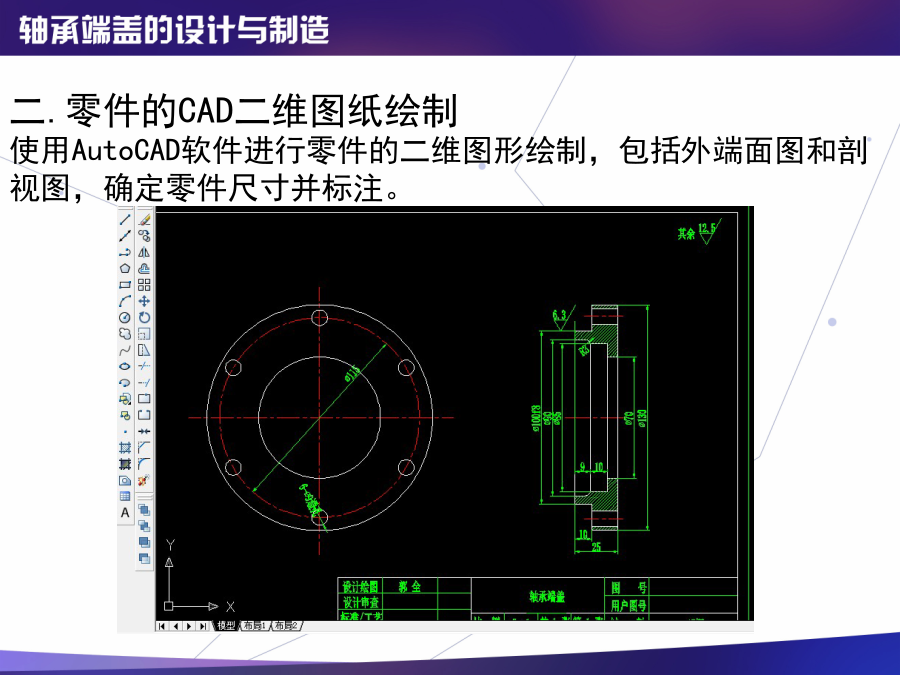
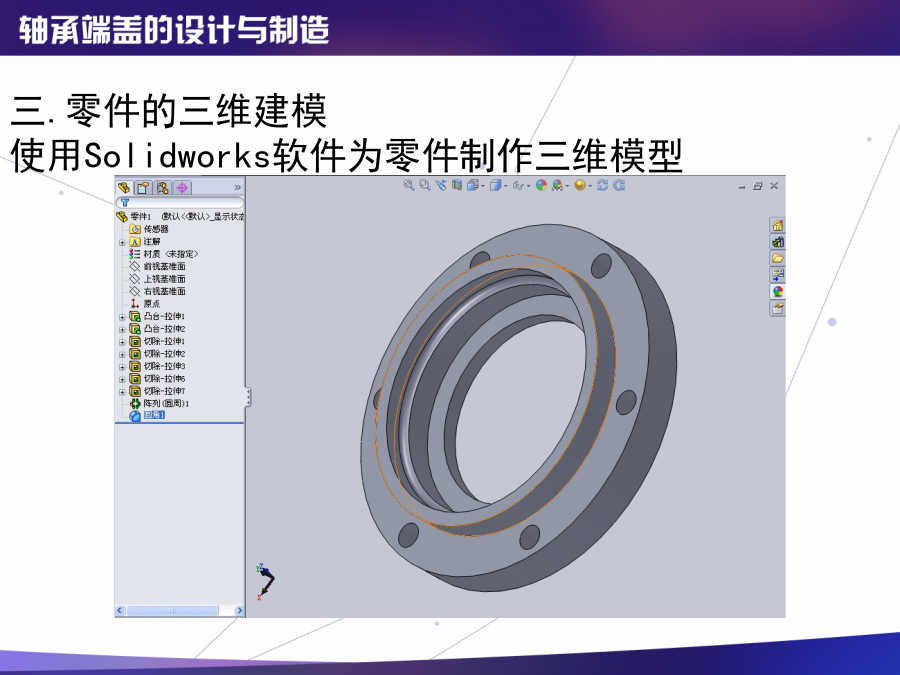
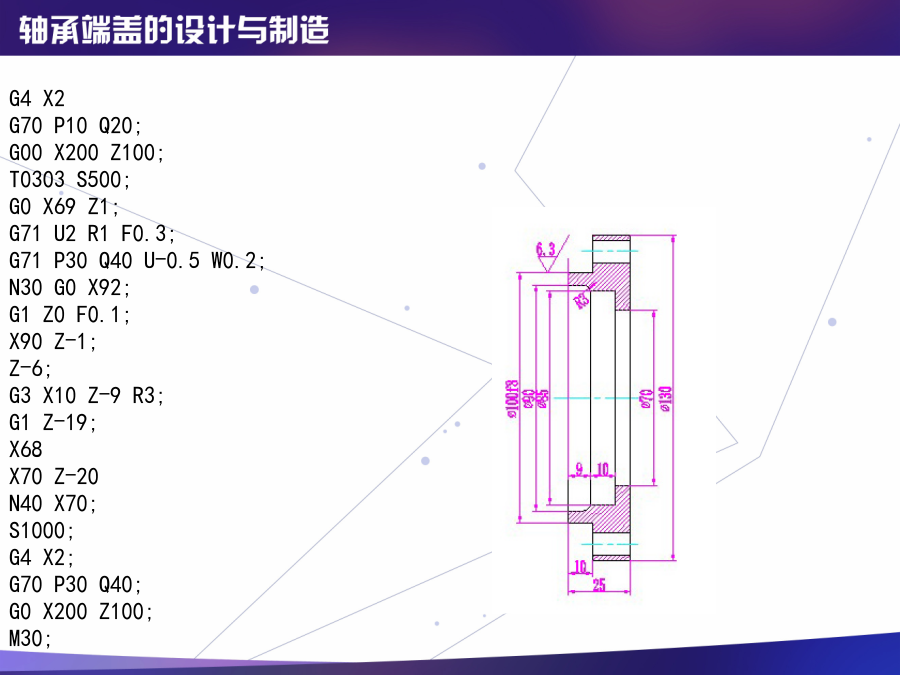
一.轴承端盖的应用端盖作为一种非常重要的机械零件之一,用途十分广泛。该零件的主要工作表面为左右端面以及左端面的外圆表面,一般作用:(1)轴承外圈的轴向定位;(2)防尘和密封,除本身可以防尘和密封外,也常和密封件配合以表达到密封的作用;(3)位于车床电动机和主轴箱之间的端盖,主要起传送扭矩和缓冲吸震的作用,使主轴箱的转动平稳。二.本轴承端盖的特点因为考虑到要过轴并且方便观察轴的运行情况,根据使用要求采用透盖的形式。另外为了使零件的装拆和调整轴承轴向游隙比较方便并用螺钉固定,设计为凸缘式轴承端盖。二.零件的C

轴承端盖设计.docx
5.7轴承部件的结构设计绝大多数中、小型减速器均采用滚动轴承,滚动轴承是标准件,设计时只需要选择轴承的类型和型号并进行轴承的组合设计即可。滚动轴承部件的结构设计主要考虑轴承的支承结构型式、支承刚度、以及轴承的固定、调整、拆装、密封及润滑等。下面就轴承端盖结构、调整垫片、轴承的润滑与密封等方面作一介绍。1.轴承端盖轴承端盖用以固定轴承、调整轴承间隙并承受轴向力。轴承端盖的结构有嵌入式和凸缘式两种。每种又有闷盖和透盖之分。嵌入式轴承端盖结构简单、紧凑,无需固定螺钉,外径小,重量轻,外伸轴尺寸短。但装拆端盖和调

轴承端盖工艺设计.docx
专业课程设计(零件工艺设计部分)姓名:学号:20090..................班级:机械工程学院09级工业工程班指导教师:李方义、查黎敏2013年1月17日一、零件的工艺分析1、端盖的用途端盖是应用广泛的机械零件之一,是轴承座的主要外部零件。端盖的一般作用是:轴承外圈的轴向定位;轴承工作过程的防尘和密封(除本身可以防尘和密封外,也常和密封件配合以达到密封的作用);位于车床电动机和主轴箱之间的端盖,主要起传递扭矩和缓冲吸震的作用,使主轴箱的转动平稳。因此该零件应具有足够的强度、刚度、耐磨性和韧性
组合轴承室端盖.pdf
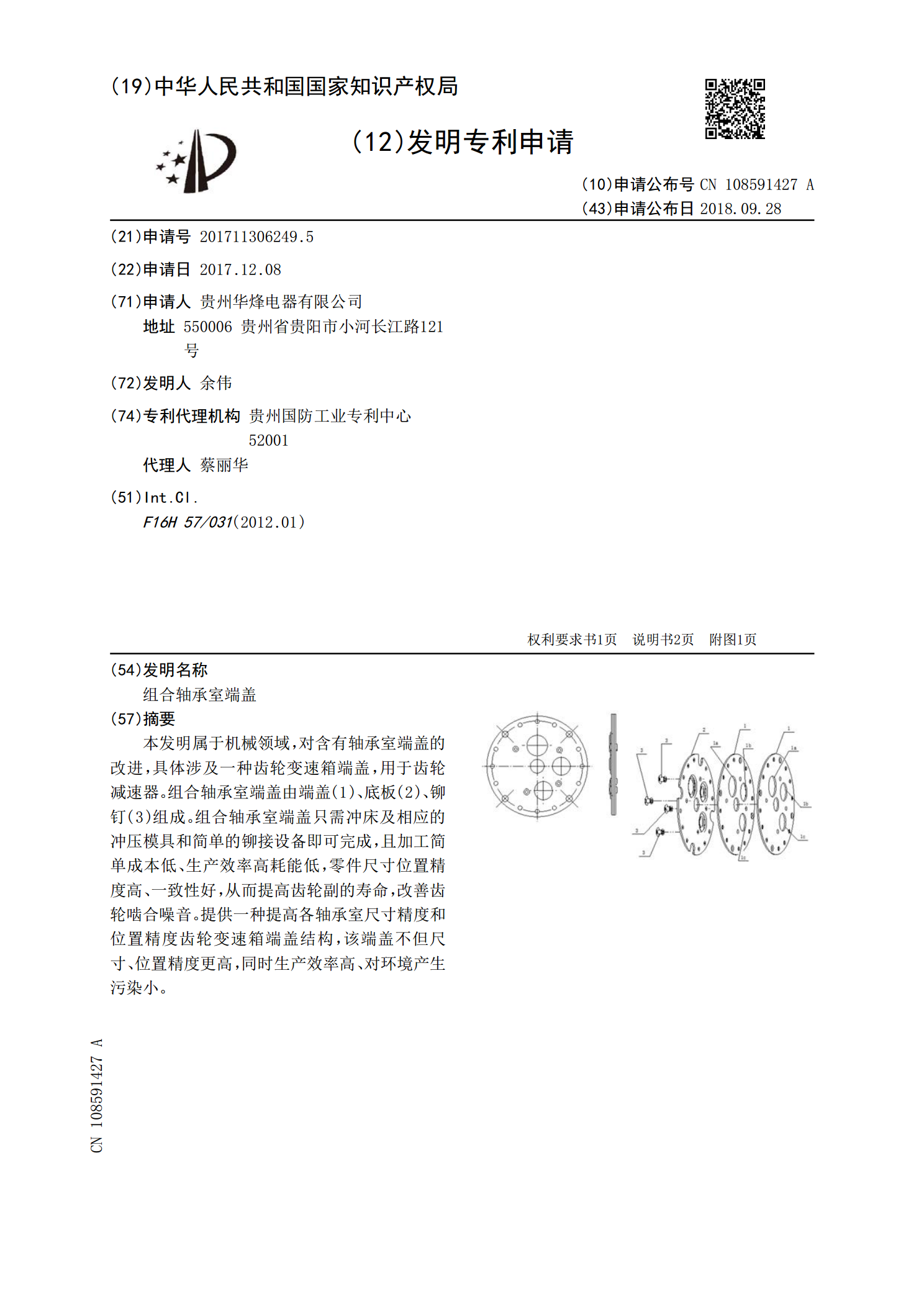
本发明属于机械领域,对含有轴承室端盖的改进,具体涉及一种齿轮变速箱端盖,用于齿轮减速器。组合轴承室端盖由端盖(1)、底板(2)、铆钉(3)组成。组合轴承室端盖只需冲床及相应的冲压模具和简单的铆接设备即可完成,且加工简单成本低、生产效率高耗能低,零件尺寸位置精度高、一致性好,从而提高齿轮副的寿命,改善齿轮啮合噪音。提供一种提高各轴承室尺寸精度和位置精度齿轮变速箱端盖结构,该端盖不但尺寸、位置精度更高,同时生产效率高、对环境产生污染小。
转子入轴承及端盖入轴承设备.pdf
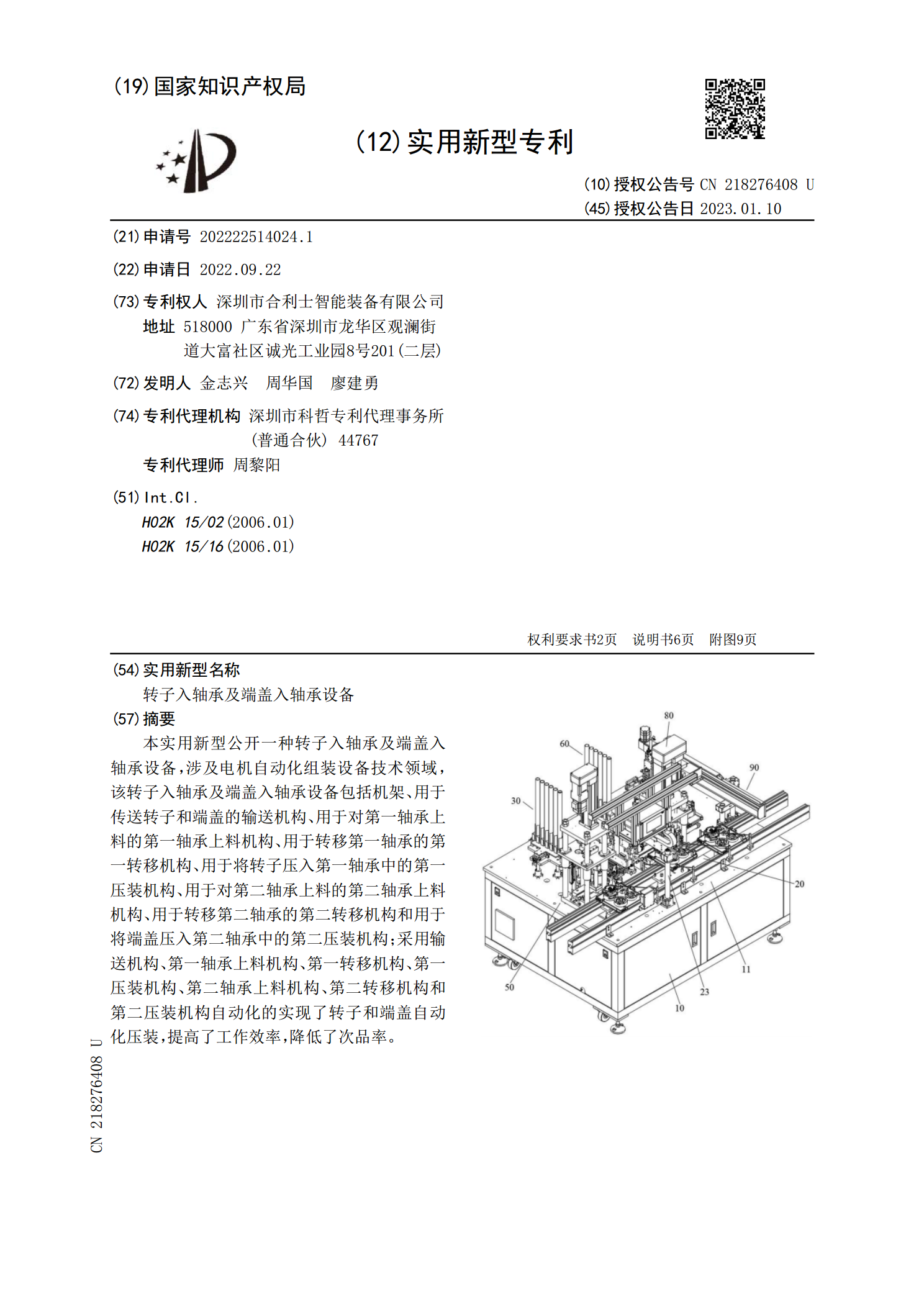
本实用新型公开一种转子入轴承及端盖入轴承设备,涉及电机自动化组装设备技术领域,该转子入轴承及端盖入轴承设备包括机架、用于传送转子和端盖的输送机构、用于对第一轴承上料的第一轴承上料机构、用于转移第一轴承的第一转移机构、用于将转子压入第一轴承中的第一压装机构、用于对第二轴承上料的第二轴承上料机构、用于转移第二轴承的第二转移机构和用于将端盖压入第二轴承中的第二压装机构;采用输送机构、第一轴承上料机构、第一转移机构、第一压装机构、第二轴承上料机构、第二转移机构和第二压装机构自动化的实现了转子和端盖自动化压装,提高