
高精度铜带纵剪分切及全自动包装技术总结.doc

kp****93


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高精度铜带纵剪分切及全自动包装技术总结.doc
高精度铜带纵剪分切及全自动包装技术总结概述:本文指出了高精度铜带在纵切分带及包装生产过程中存在的质量问题,分析了问题出现的原因,并由此提出如何从提高设备配置精度、工改进艺方案以及优化配刀刀具等方面入手来解决就解决问题。一、高精度铜带在纵剪分切可能会出现的问题及问题产生的原因:1.1、在纵剪生产过程中容易出现的问题有:1.1.1、宽度偏差超差;1.1.2、边部毛刺高度超差;1.1.3、铜带侧弯超差;1.1.4、在带材表面出现刀背印;1.1.5、带材表面划伤;1.1.6、成品带卷层错超差;1.1.7、成品带卷
一种高精度纵剪分条刀片的制备方法.pdf
本发明公开了一种高精度纵剪分条刀片的制备方法,属于刀具加工技术领域。其步骤为:步骤一、纵剪分条刀片的原材料准备;步骤二、锻造毛坯的退火处理;步骤三、锻造毛坯的粗加工;步骤四、纵剪分条刀片的热处理,包括退火、硝盐炉淬火、硝盐炉回火;步骤五、纵剪分条刀片的精加工,包括第一次精磨、第二次精磨和在研磨机上进行的第三次精磨。本发明制备得到的纵剪分条刀片的平面度能够达到0.001mm,厚度公差达到±0.001mm,整个纵剪分条刀片的硬度均匀性小于1HRC,同时具有优异的高耐磨性和强抗冲击性能,满足了分切高精度的飞机等
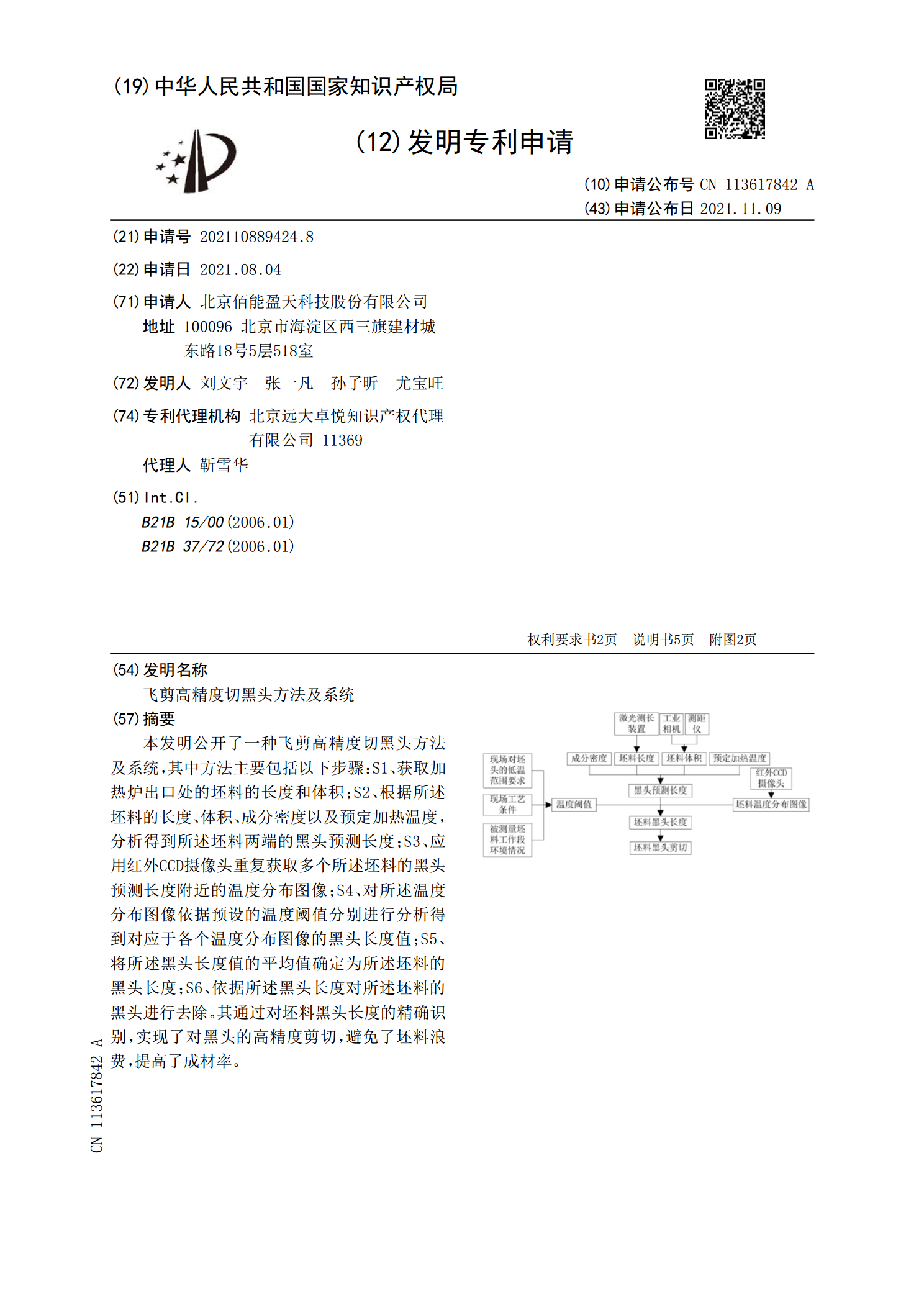
飞剪高精度切黑头方法及系统.pdf
本发明公开了一种飞剪高精度切黑头方法及系统,其中方法主要包括以下步骤:S1、获取加热炉出口处的坯料的长度和体积;S2、根据所述坯料的长度、体积、成分密度以及预定加热温度,分析得到所述坯料两端的黑头预测长度;S3、应用红外CCD摄像头重复获取多个所述坯料的黑头预测长度附近的温度分布图像;S4、对所述温度分布图像依据预设的温度阈值分别进行分析得到对应于各个温度分布图像的黑头长度值;S5、将所述黑头长度值的平均值确定为所述坯料的黑头长度;S6、依据所述黑头长度对所述坯料的黑头进行去除。其通过对坯料黑头长度的精确
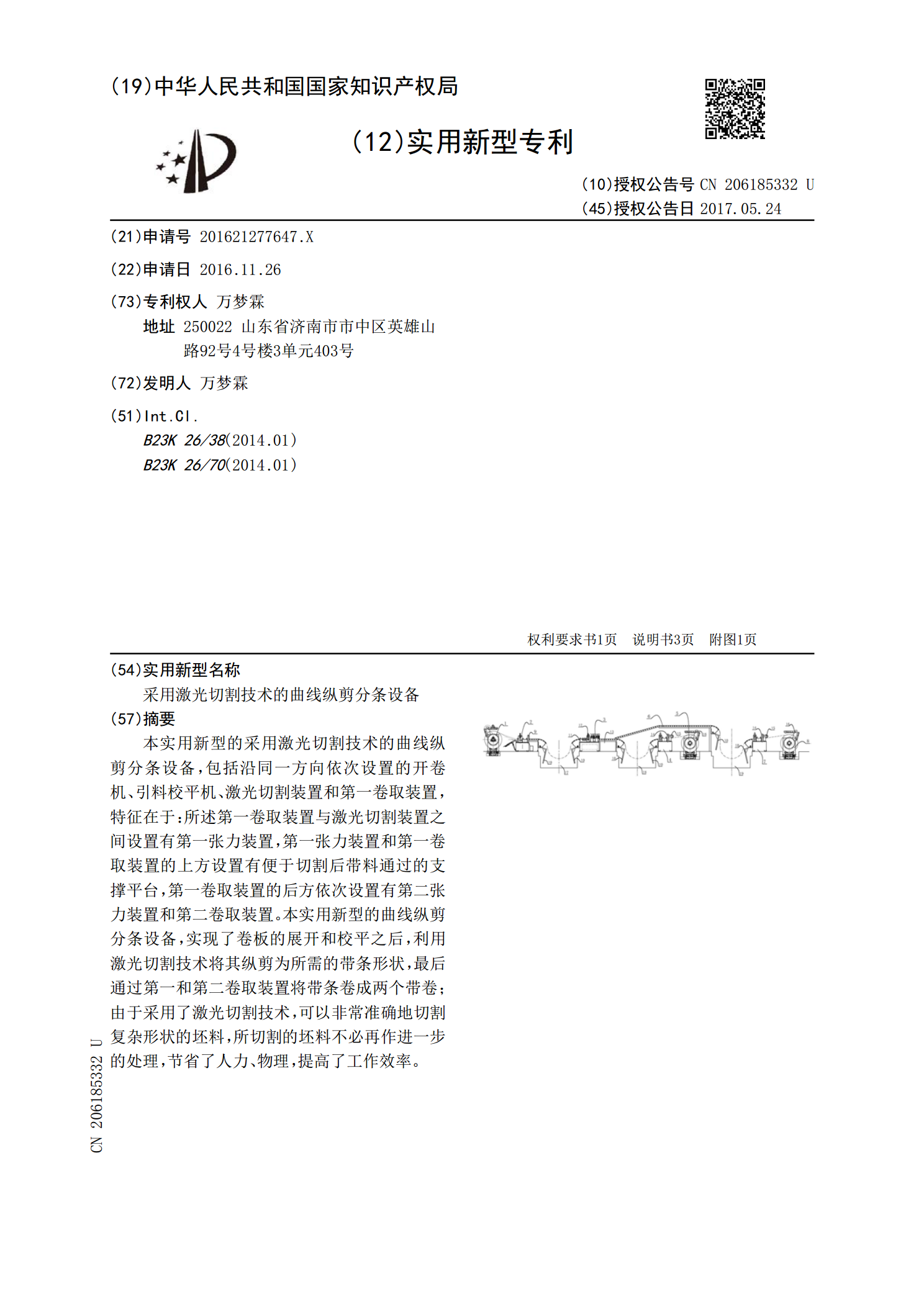
采用激光切割技术的曲线纵剪分条设备.pdf
本实用新型的采用激光切割技术的曲线纵剪分条设备,包括沿同一方向依次设置的开卷机、引料校平机、激光切割装置和第一卷取装置,特征在于:所述第一卷取装置与激光切割装置之间设置有第一张力装置,第一张力装置和第一卷取装置的上方设置有便于切割后带料通过的支撑平台,第一卷取装置的后方依次设置有第二张力装置和第二卷取装置。本实用新型的曲线纵剪分条设备,实现了卷板的展开和校平之后,利用激光切割技术将其纵剪为所需的带条形状,最后通过第一和第二卷取装置将带条卷成两个带卷;由于采用了激光切割技术,可以非常准确地切割复杂形状的坯料

卷板纵剪技术基础.ppt
卷板纵剪基础知识讲演内容什么是纵剪?什么是纵剪?纵剪线的组成部分基本纵剪–活套式基本纵剪–张紧式纵剪刀轴图上部刀轴和钢环上部橡胶环上部橡胶环纵剪原理纵剪行为分解图刀具参数好的切边质量断裂角度=8-12度水平间隙垂直间隙/重叠量上刀轴上刀轴刀具异常转动垂直间隙过少/重叠量过多的其他后果SETTINGSFORSLITTERKNIVES纵剪刀具设定平衡设定粘刀设定标准化橡胶环在纵剪中的作用选择指导(橡胶环)选择指导(橡胶环)选择指导(刀具)选择指导(钢环)重磨指导圆盘剪装配1.区域内保持干净整洁1.每次使用前用