
小吨位压机成形碗型机匣环坯的方法.pdf

努力****亚捷


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
小吨位压机成形碗型机匣环坯的方法.pdf
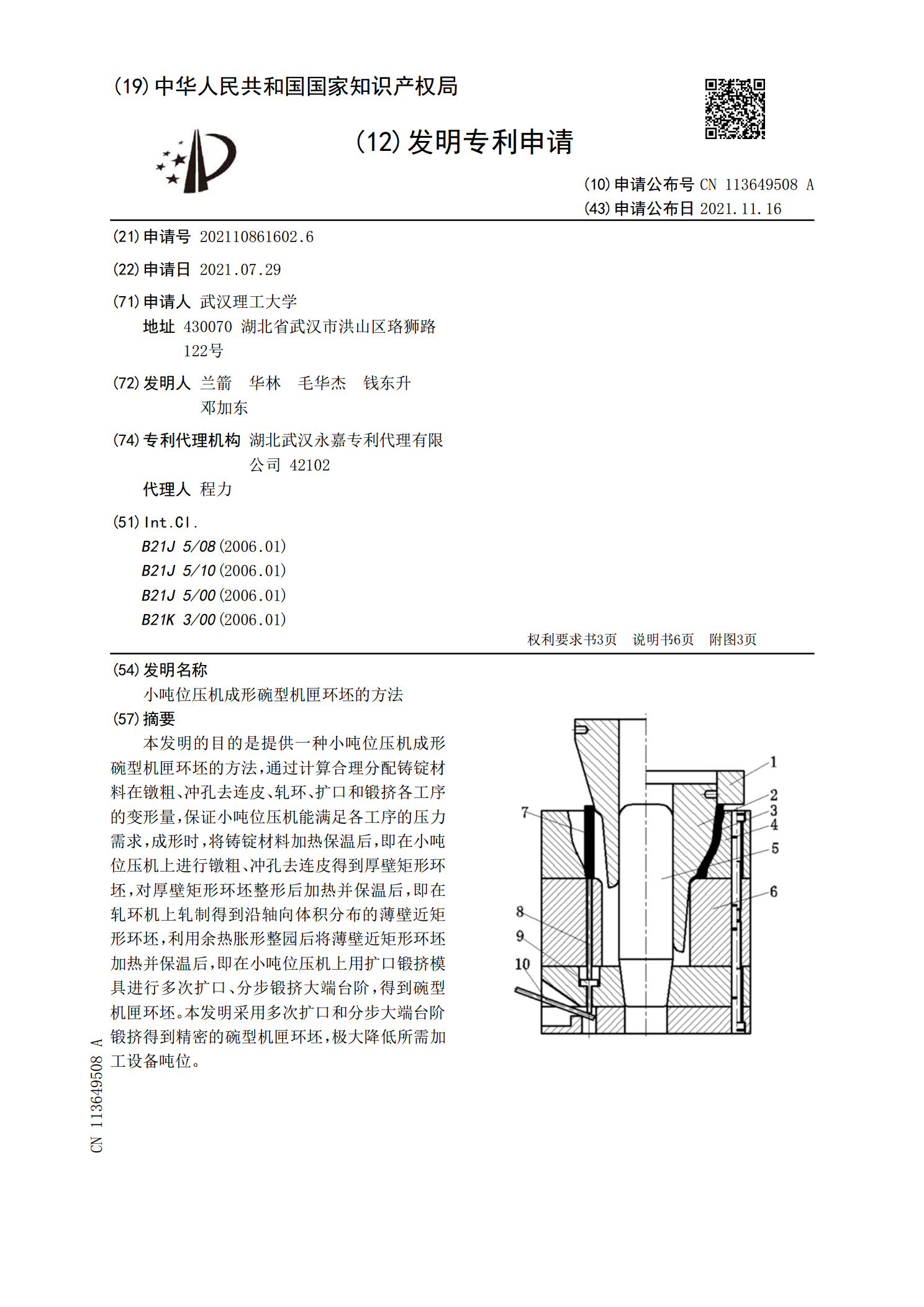
本发明的目的是提供一种小吨位压机成形碗型机匣环坯的方法,通过计算合理分配铸锭材料在镦粗、冲孔去连皮、轧环、扩口和锻挤各工序的变形量,保证小吨位压机能满足各工序的压力需求,成形时,将铸锭材料加热保温后,即在小吨位压机上进行镦粗、冲孔去连皮得到厚壁矩形环坯,对厚壁矩形环坯整形后加热并保温后,即在轧环机上轧制得到沿轴向体积分布的薄壁近矩形环坯,利用余热胀形整园后将薄壁近矩形环坯加热并保温后,即在小吨位压机上用扩口锻挤模具进行多次扩口、分步锻挤大端台阶,得到碗型机匣环坯。本发明采用多次扩口和分步大端台阶锻挤得到精
一种异形机匣的轧环制坯工装.pdf
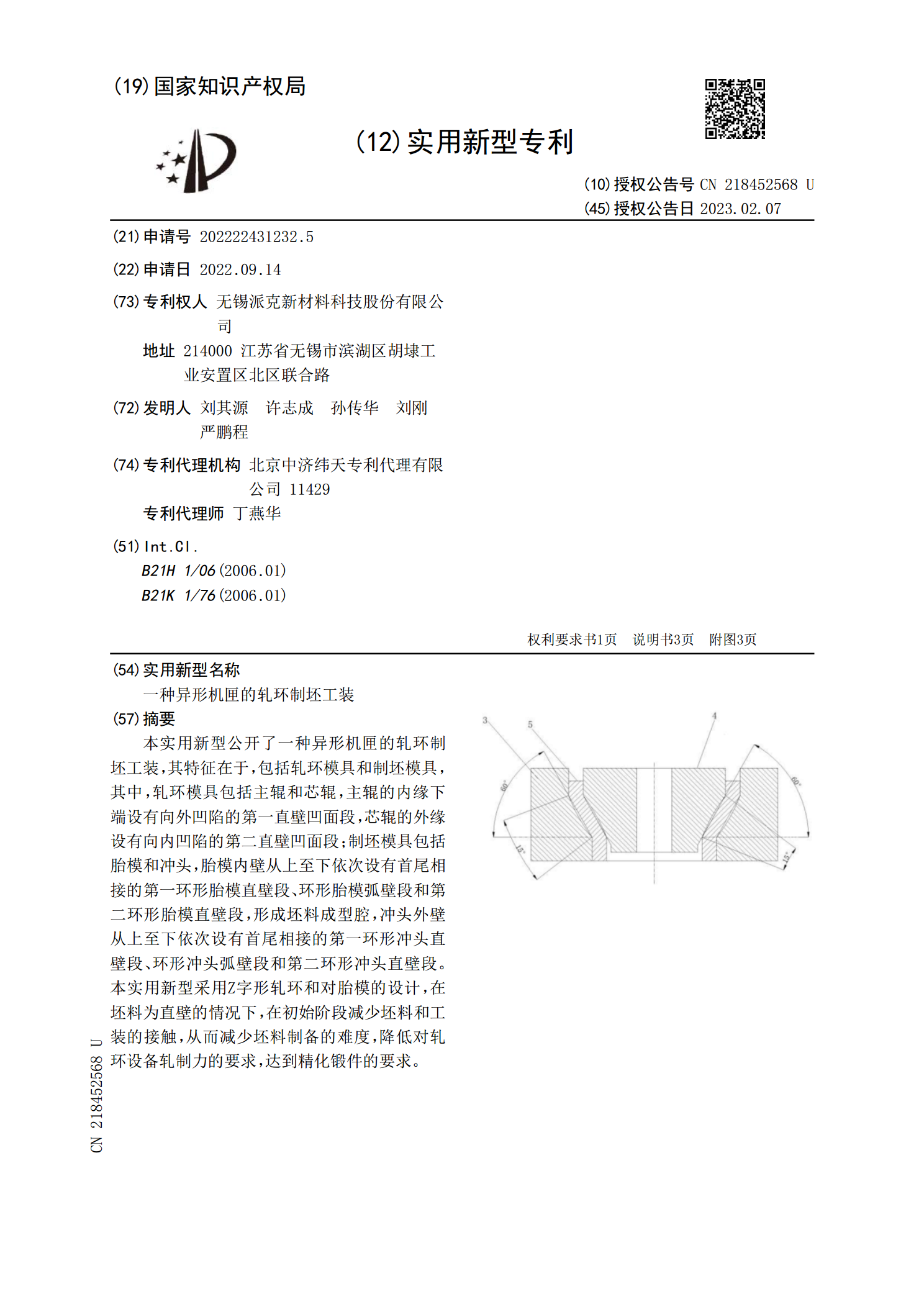
本实用新型公开了一种异形机匣的轧环制坯工装,其特征在于,包括轧环模具和制坯模具,其中,轧环模具包括主辊和芯辊,主辊的内缘下端设有向外凹陷的第一直壁凹面段,芯辊的外缘设有向内凹陷的第二直壁凹面段;制坯模具包括胎模和冲头,胎模内壁从上至下依次设有首尾相接的第一环形胎模直壁段、环形胎模弧壁段和第二环形胎模直壁段,形成坯料成型腔,冲头外壁从上至下依次设有首尾相接的第一环形冲头直壁段、环形冲头弧壁段和第二环形冲头直壁段。本实用新型采用Z字形轧环和对胎模的设计,在坯料为直壁的情况下,在初始阶段减少坯料和工装的接触,从
一种Ti64合金机匣锻件斜面环坯制造方法.pdf
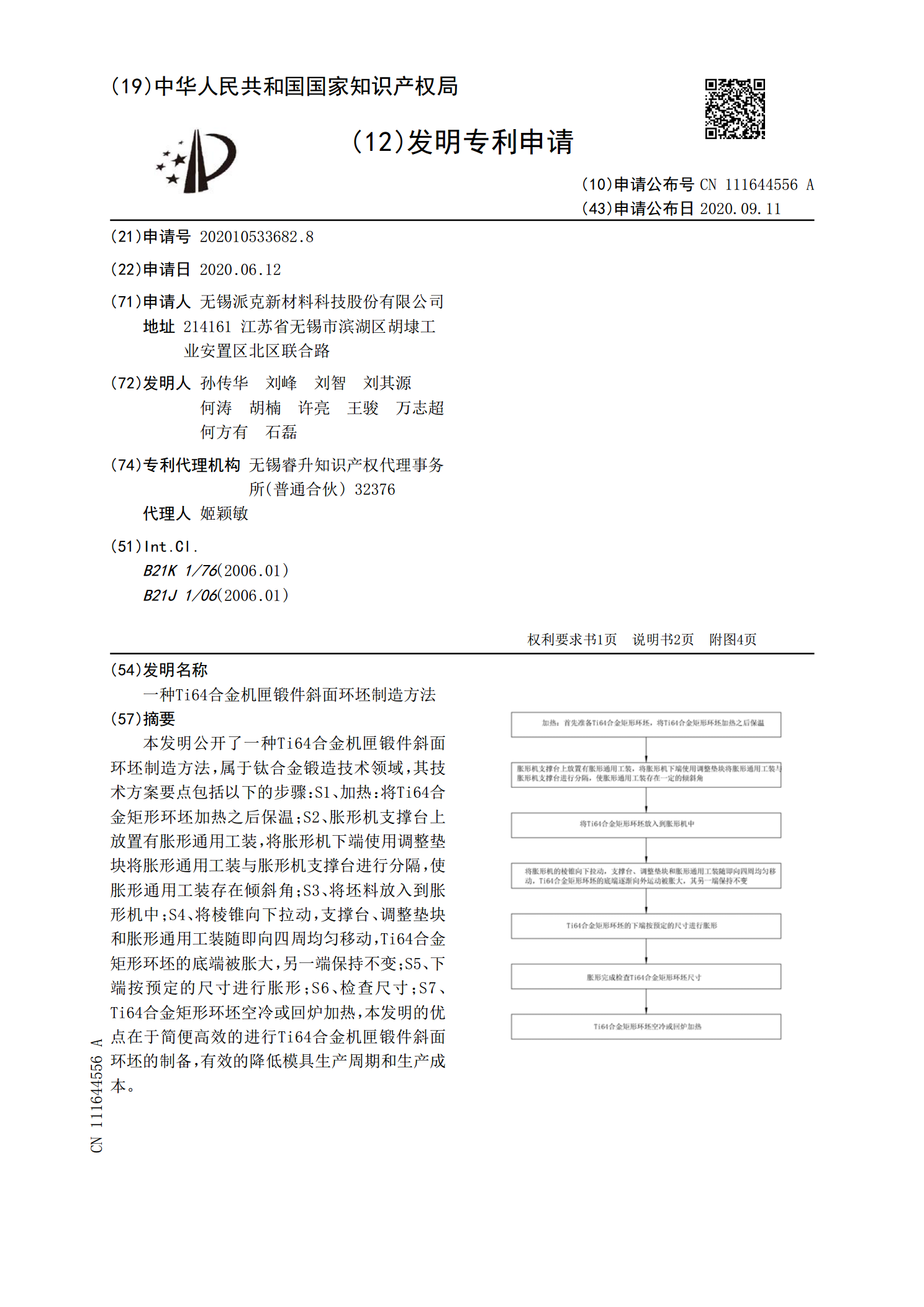
本发明公开了一种Ti64合金机匣锻件斜面环坯制造方法,属于钛合金锻造技术领域,其技术方案要点包括以下的步骤:S1、加热:将Ti64合金矩形环坯加热之后保温;S2、胀形机支撑台上放置有胀形通用工装,将胀形机下端使用调整垫块将胀形通用工装与胀形机支撑台进行分隔,使胀形通用工装存在倾斜角;S3、将坯料放入到胀形机中;S4、将棱锥向下拉动,支撑台、调整垫块和胀形通用工装随即向四周均匀移动,Ti64合金矩形环坯的底端被胀大,另一端保持不变;S5、下端按预定的尺寸进行胀形;S6、检查尺寸;S7、Ti64合金矩形环坯空

压力容器型坯以及制造压力容器型坯的方法和吹塑成形工位.pdf
本发明涉及一种由热塑性塑料制成的压力容器型坯,所述压力容器型坯具有体部(1),所述体部通过肩部(3)过渡到颈部(4)和嘴部(5),所述嘴部设计成用于与一阀螺纹连接,如果所述型坯在内侧具有一由塑料包围的、用于至少加强所述型坯的肩部(3)的金属插入件(6),则该型坯可以用于处于高压下的气体。所述压力容器型坯可以利用挤出吹塑成型方法制造。为此,在吹塑模具打开时,将至少具有型坯肩部的内轮廓的金属插入件放入吹塑模具的模腔的相应区域中,在吹塑模具闭合前,以包围金属插入件的方式将软管挤出到吹塑模具中。

一种压机翻坯机.pdf
本发明公开了一种压机翻坯机,包括安装架以及设置于安装架上的第一传送段、翻转机构和第二传送段,所述第一传送段和所述第二传送段分别位于所述翻转机构的两端,所述翻转机构包括第一夹持架、第二夹持架、安装座、转轴、翻转盘、第三电机和第四电机,所述第一夹持架和所述第二夹持架平行设置于所述安装座上,所述第一夹持架上设置有多个第三传送辊,所述第三传送辊上套设有第一胶套,所述第二夹持架上设置有多个第四传送辊,所述第四传送辊上套设有第二胶套,所述第一夹持架和所述第二夹持架可相互独立地相对所述安装座上下位移。本发明旨在解决现有