
压力容器型坯以及制造压力容器型坯的方法和吹塑成形工位.pdf

猫巷****忠娟


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

压力容器型坯以及制造压力容器型坯的方法和吹塑成形工位.pdf
本发明涉及一种由热塑性塑料制成的压力容器型坯,所述压力容器型坯具有体部(1),所述体部通过肩部(3)过渡到颈部(4)和嘴部(5),所述嘴部设计成用于与一阀螺纹连接,如果所述型坯在内侧具有一由塑料包围的、用于至少加强所述型坯的肩部(3)的金属插入件(6),则该型坯可以用于处于高压下的气体。所述压力容器型坯可以利用挤出吹塑成型方法制造。为此,在吹塑模具打开时,将至少具有型坯肩部的内轮廓的金属插入件放入吹塑模具的模腔的相应区域中,在吹塑模具闭合前,以包围金属插入件的方式将软管挤出到吹塑模具中。
反射型掩模坯以及反射型掩模.pdf
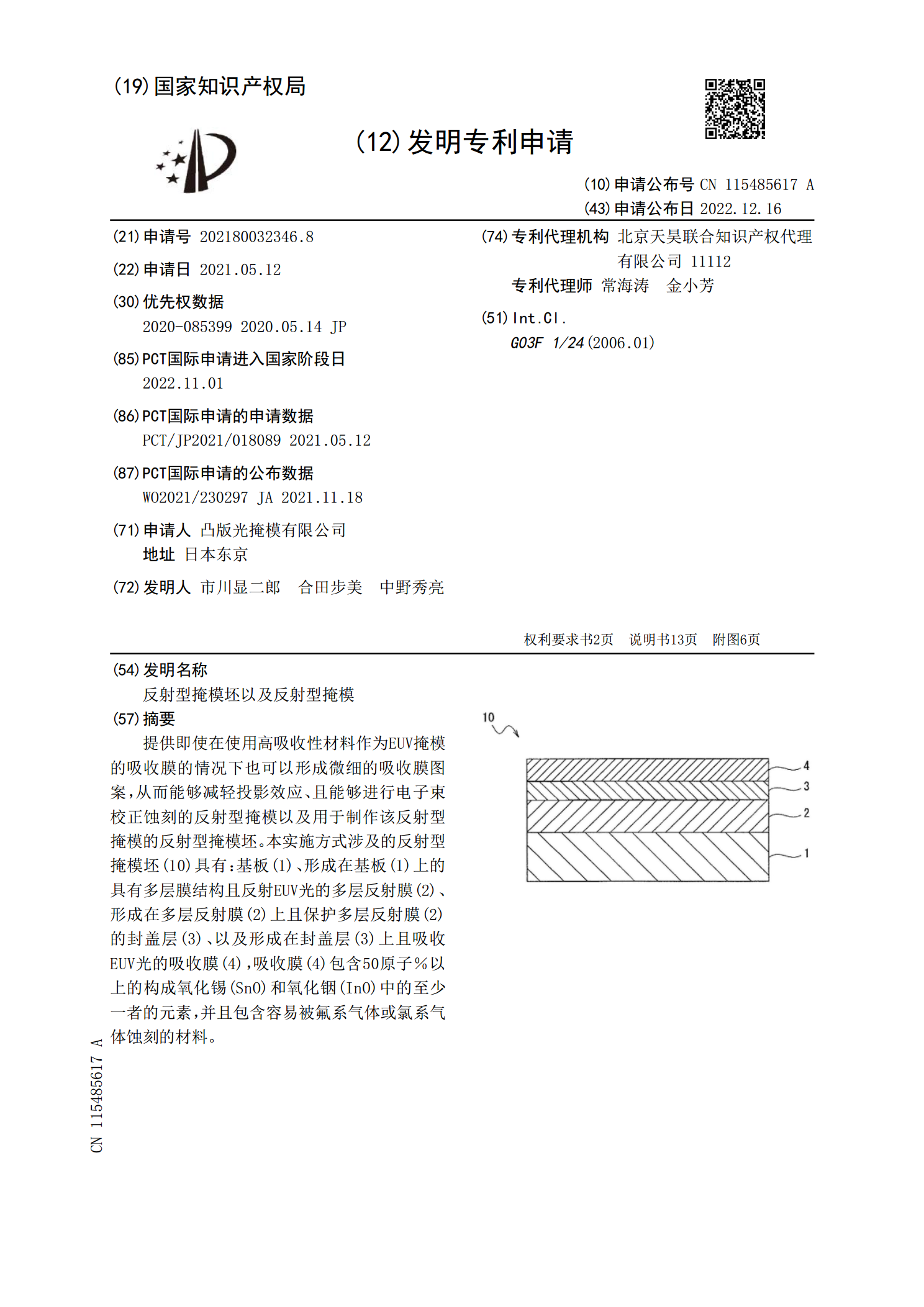
提供即使在使用高吸收性材料作为EUV掩模的吸收膜的情况下也可以形成微细的吸收膜图案,从而能够减轻投影效应、且能够进行电子束校正蚀刻的反射型掩模以及用于制作该反射型掩模的反射型掩模坯。本实施方式涉及的反射型掩模坯(10)具有:基板(1)、形成在基板(1)上的具有多层膜结构且反射EUV光的多层反射膜(2)、形成在多层反射膜(2)上且保护多层反射膜(2)的封盖层(3)、以及形成在封盖层(3)上且吸收EUV光的吸收膜(4),吸收膜(4)包含50原子%以上的构成氧化锡(SnO)和氧化铟(InO)中的至少一者的元素,

型坯供给装置及供给方法、使用其的吹塑成型机及吹塑成型方法.pdf
本发明提供一种型坯供给装置及供给方法、使用其的吹塑成型机及吹塑成型方法,避免当夹具与型坯接触时,型坯外表面与型坯内表面相互摩擦的现象、或者当夹具夹住型坯之后随即在夹具上形成型坯滞留的现象,从而均匀地保持型坯的壁厚分布,制出高品质的成型体,并进行提高生产性的吹塑成型。一种型坯供给装置1,其将从挤出模排出的型坯供给到吹塑模具,并具备:在上下夹住从挤出模10向下方排出的型坯P的1对夹具2;及控制1对夹具2夹住型坯P的动作和1对夹具2的移动的夹具动作部3,1对夹具2通过夹具动作部3一边向下方移动一边进行夹住型坯P
吹塑机的型坯冷切包封装置.pdf
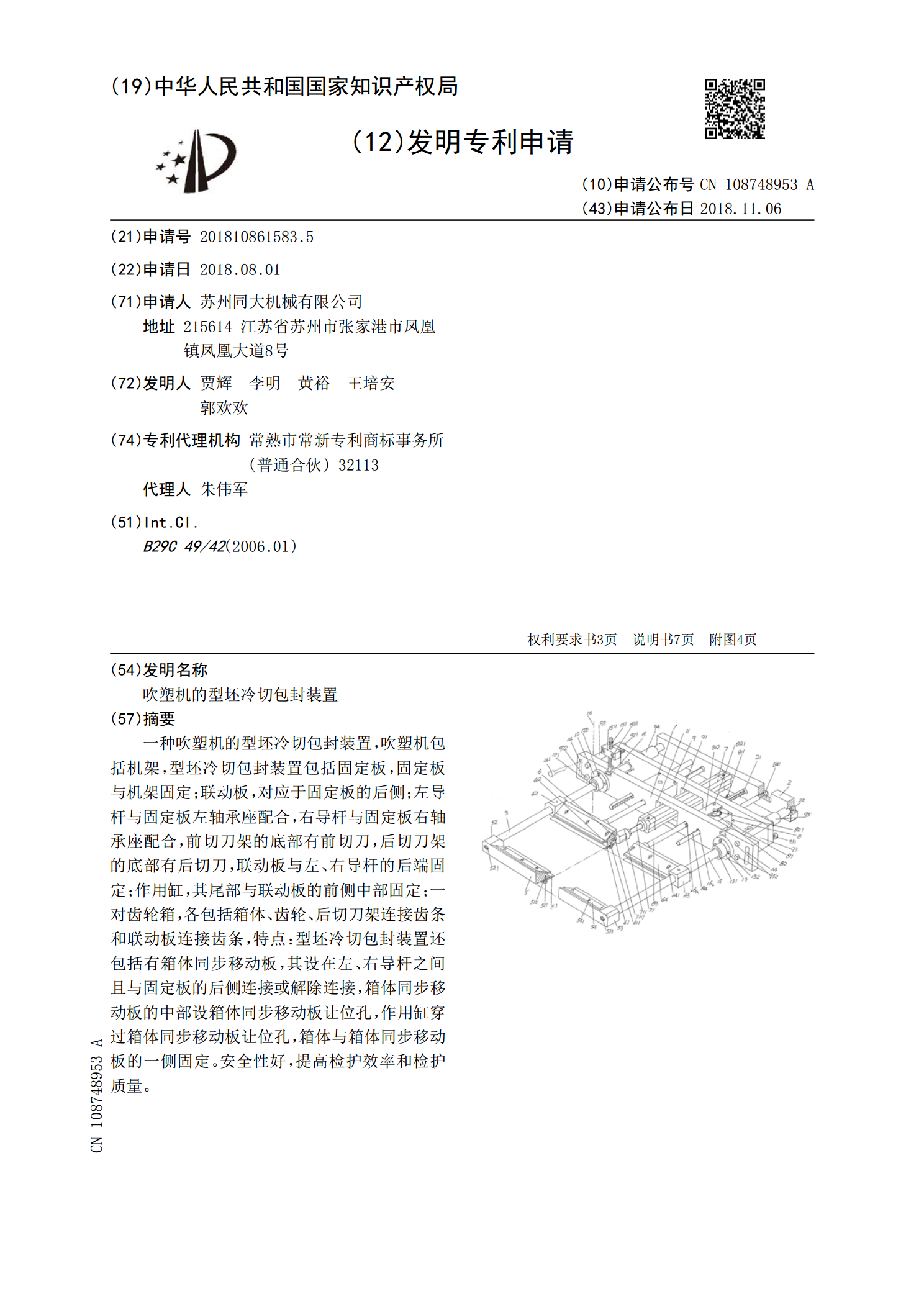
一种吹塑机的型坯冷切包封装置,吹塑机包括机架,型坯冷切包封装置包括固定板,固定板与机架固定;联动板,对应于固定板的后侧;左导杆与固定板左轴承座配合,右导杆与固定板右轴承座配合,前切刀架的底部有前切刀,后切刀架的底部有后切刀,联动板与左、右导杆的后端固定;作用缸,其尾部与联动板的前侧中部固定;一对齿轮箱,各包括箱体、齿轮、后切刀架连接齿条和联动板连接齿条,特点:型坯冷切包封装置还包括有箱体同步移动板,其设在左、右导杆之间且与固定板的后侧连接或解除连接,箱体同步移动板的中部设箱体同步移动板让位孔,作用缸穿过箱
小吨位压机成形碗型机匣环坯的方法.pdf
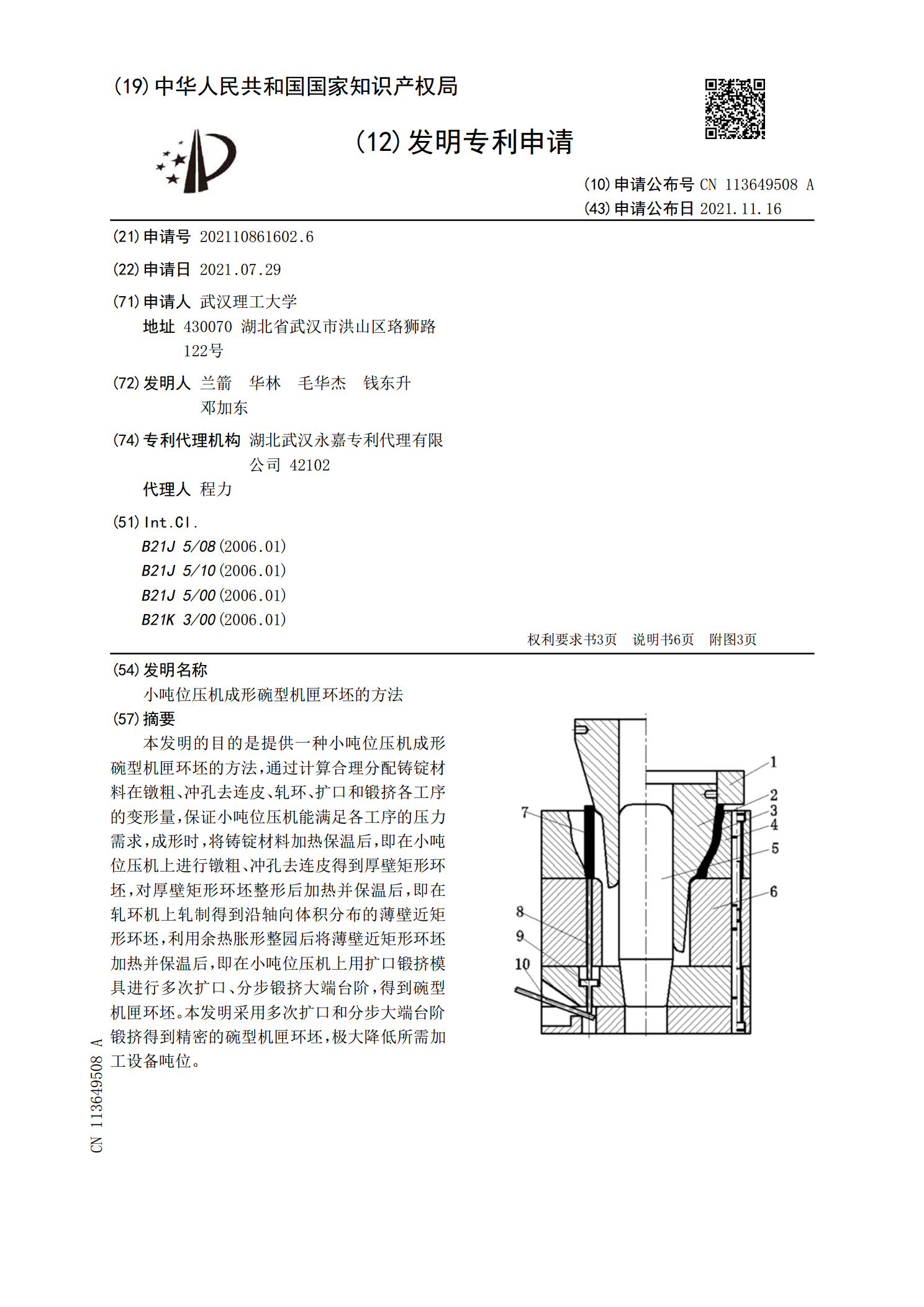
本发明的目的是提供一种小吨位压机成形碗型机匣环坯的方法,通过计算合理分配铸锭材料在镦粗、冲孔去连皮、轧环、扩口和锻挤各工序的变形量,保证小吨位压机能满足各工序的压力需求,成形时,将铸锭材料加热保温后,即在小吨位压机上进行镦粗、冲孔去连皮得到厚壁矩形环坯,对厚壁矩形环坯整形后加热并保温后,即在轧环机上轧制得到沿轴向体积分布的薄壁近矩形环坯,利用余热胀形整园后将薄壁近矩形环坯加热并保温后,即在小吨位压机上用扩口锻挤模具进行多次扩口、分步锻挤大端台阶,得到碗型机匣环坯。本发明采用多次扩口和分步大端台阶锻挤得到精