
一种通过控制冷却速度消除齿轮钢中带状组织的方法.pdf

是你****深呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种通过控制冷却速度消除齿轮钢中带状组织的方法.pdf
本发明的实施例公开一种通过控制冷却速度消除齿轮钢中带状组织的方法,属于棒材轧钢的技术领域。所述方法采用控制热轧后的冷却速度,使齿轮钢产品带状组织消失,最终齿轮钢的组织结构为均匀分布的铁素体+珠光体组织或均匀分布的贝氏体+马氏体组织,无带状组织出现。其中的热轧后的冷却速度的选择需要计算不同冷却速度下贫、富溶质区的相变平衡温度、碳扩散距离等,可利用仪器观察其相变后的组织类型,并用GB‑T13299‑1991标准对其带状组织进行评级,最终确定消除带状组织要求达到的贫富溶质区相变温差、碳扩散距离及其对应的最佳冷却
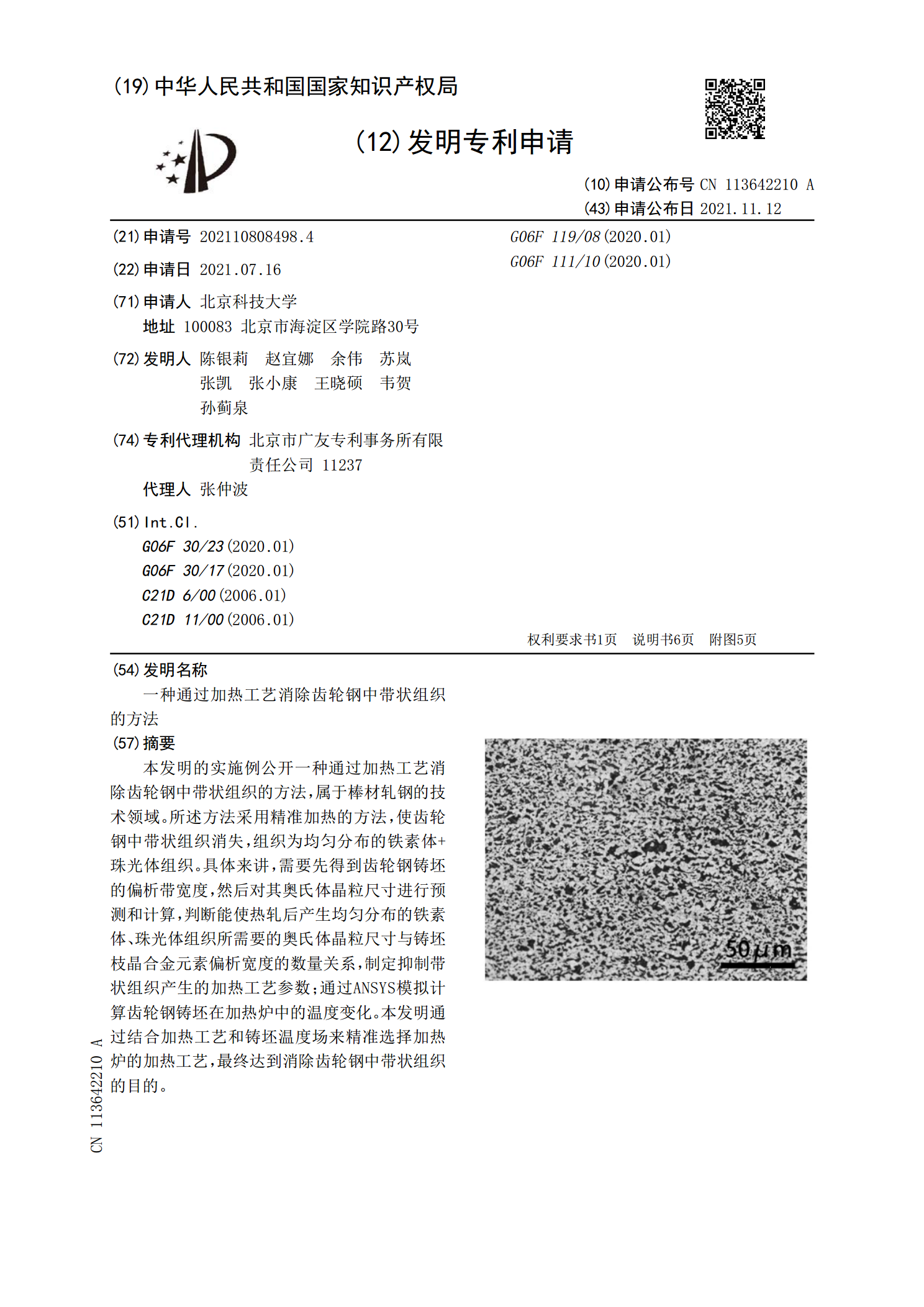
一种通过加热工艺消除齿轮钢中带状组织的方法.pdf
本发明的实施例公开一种通过加热工艺消除齿轮钢中带状组织的方法,属于棒材轧钢的技术领域。所述方法采用精准加热的方法,使齿轮钢中带状组织消失,组织为均匀分布的铁素体+珠光体组织。具体来讲,需要先得到齿轮钢铸坯的偏析带宽度,然后对其奥氏体晶粒尺寸进行预测和计算,判断能使热轧后产生均匀分布的铁素体、珠光体组织所需要的奥氏体晶粒尺寸与铸坯枝晶合金元素偏析宽度的数量关系,制定抑制带状组织产生的加热工艺参数;通过ANSYS模拟计算齿轮钢铸坯在加热炉中的温度变化。本发明通过结合加热工艺和铸坯温度场来精准选择加热炉的加热工
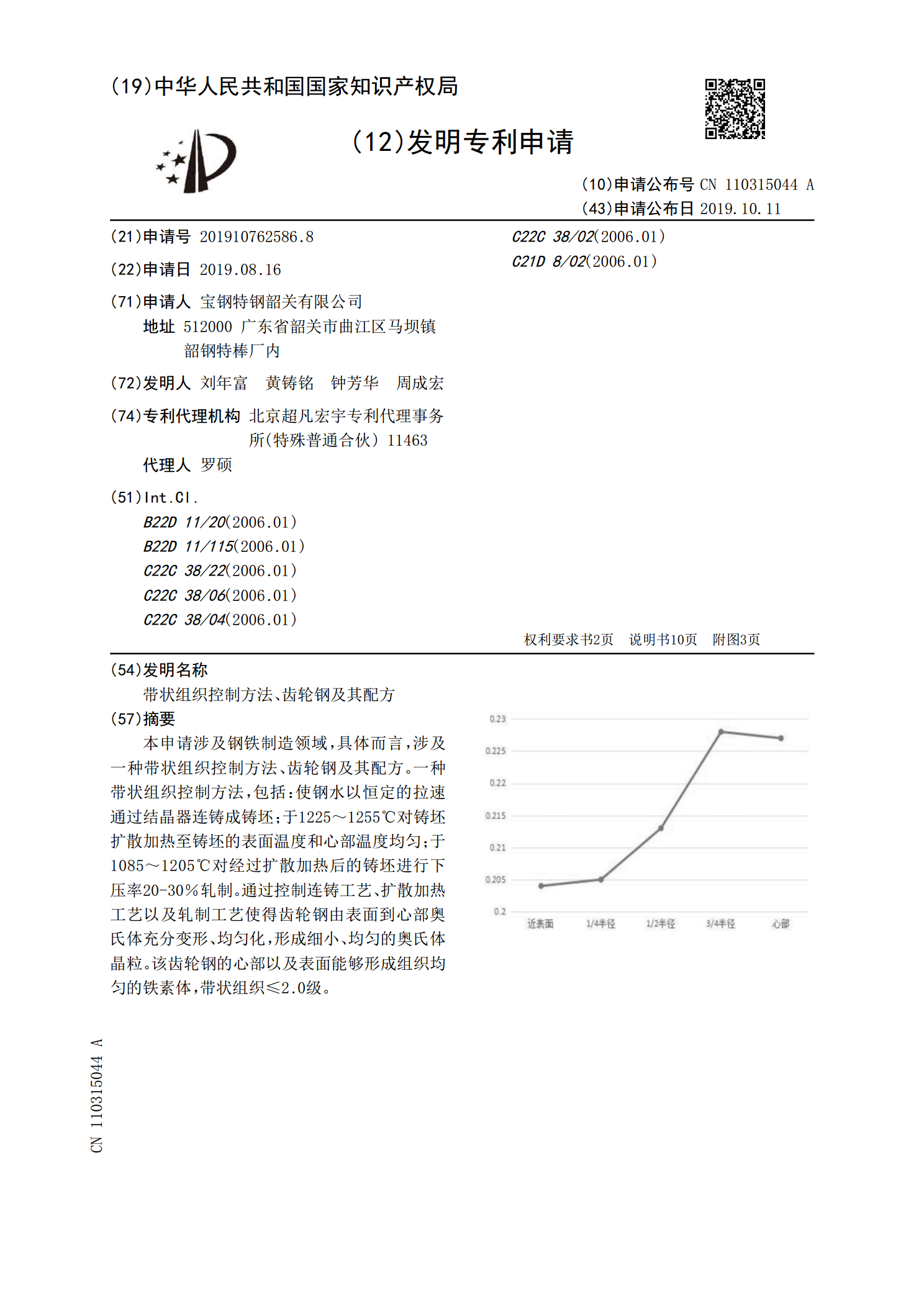
带状组织控制方法、齿轮钢及其配方.pdf
本申请涉及钢铁制造领域,具体而言,涉及一种带状组织控制方法、齿轮钢及其配方。一种带状组织控制方法,包括:使钢水以恒定的拉速通过结晶器连铸成铸坯;于1225~1255℃对铸坯扩散加热至铸坯的表面温度和心部温度均匀;于1085~1205℃对经过扩散加热后的铸坯进行下压率20‑30%轧制。通过控制连铸工艺、扩散加热工艺以及轧制工艺使得齿轮钢由表面到心部奥氏体充分变形、均匀化,形成细小、均匀的奥氏体晶粒。该齿轮钢的心部以及表面能够形成组织均匀的铁素体,带状组织≤2.0级。
低带状组织齿轮钢的轧制方法.pdf
本发明公开了一种低带状组织齿轮钢的轧制方法,它包括以下步骤:1)钢坯在三段式加热炉内加热;2)加热后的钢坯经过高压水除磷后依次进行粗轧,中轧,穿水冷却和精轧;3)精轧后的钢坯依次进行穿水冷却和风冷冷却;4)冷却后的圆钢经过剪切后缓慢冷却到200℃以下。本发明克服了传统的轧制工艺难以降低高端淬透性渗碳齿轮钢带状组织级别的生产工艺难点,使齿轮钢的带状组织的级别从传统轧制工艺的3.0级降低到1.0级以下,从而达到提高齿轮疲劳寿命的目的,本发明还具有工艺线路简单,生产成本低,可操作性强等特点。
一种正火轧制中厚船板钢及其消除带状组织的生产方法.pdf
本发明涉及的一种正火轧制中厚船板钢及其消除带状组织的生产方法,包括以下步骤:连铸工序、正火轧制工序和加热工序,其中正火轧制工序为在加热炉加热后,船钢板生产过程采用2道次横向展宽,采用粗轧和精轧控制轧制,粗轧开轧温度≥1100℃,中间坯厚度采用2倍及以上成品厚度;精轧采用奥氏体未再结晶区大压下量轧制,二次开轧温度780~820℃,终轧温度720~770℃;通过调整C含量,降低Mn含量,控制S含量,降低连铸工序中的连铸坯一次带状组织和铸坯中心偏析,在钢板成分中加入Nb、V、Ti等合金元素,满足船板的机械性能要