
一种正火轧制中厚船板钢及其消除带状组织的生产方法.pdf

鹏飞****可爱

1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种正火轧制中厚船板钢及其消除带状组织的生产方法.pdf
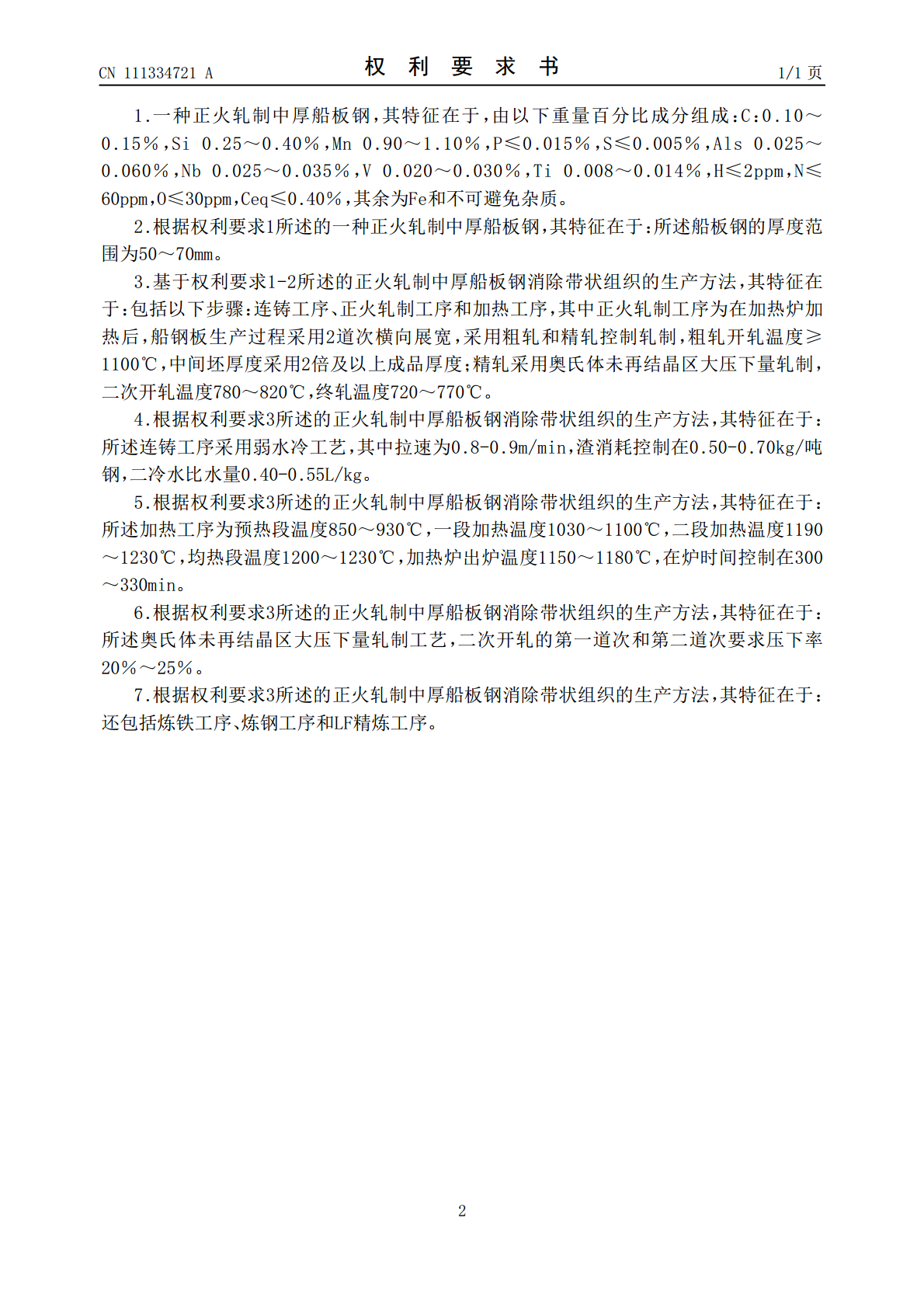
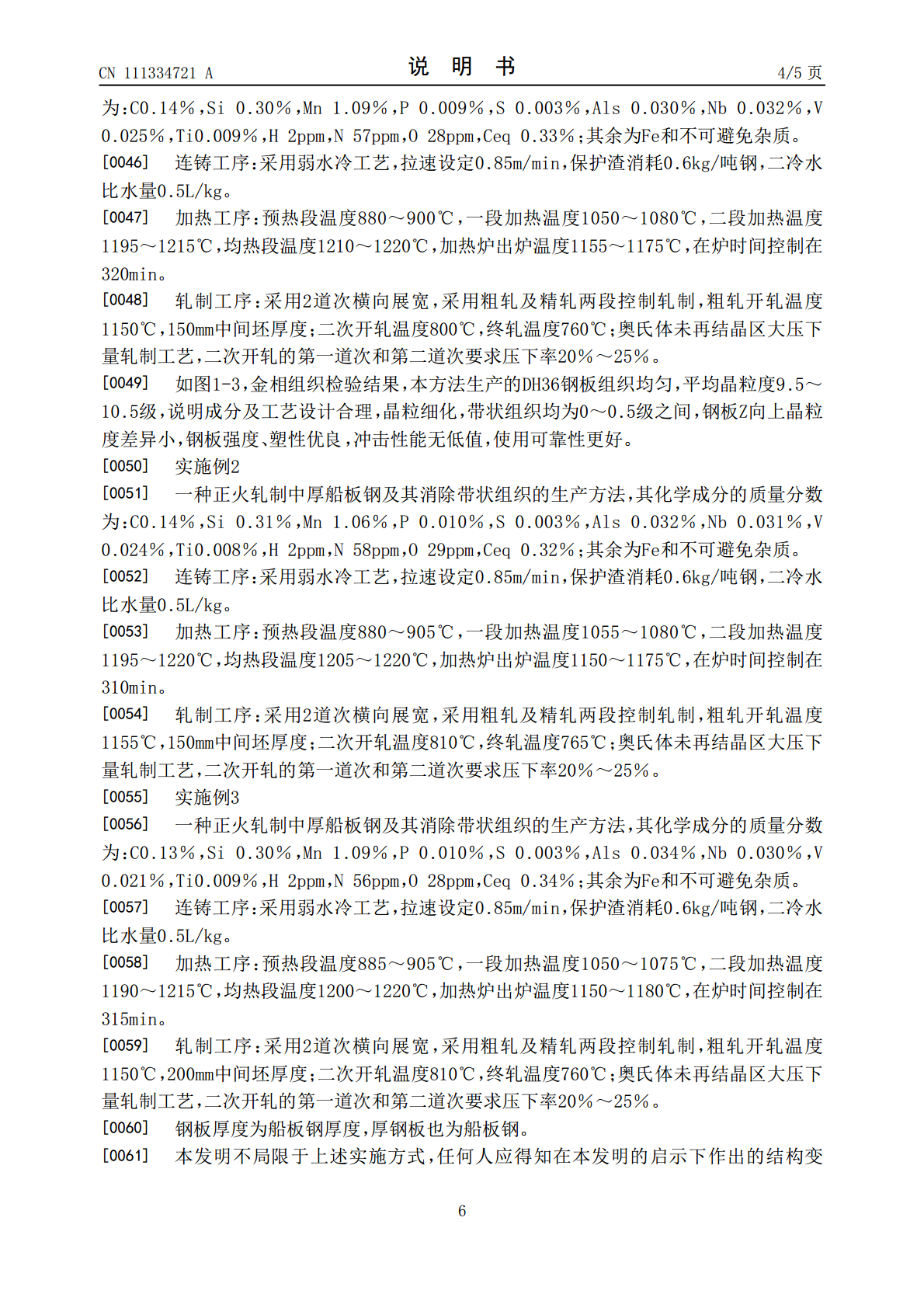
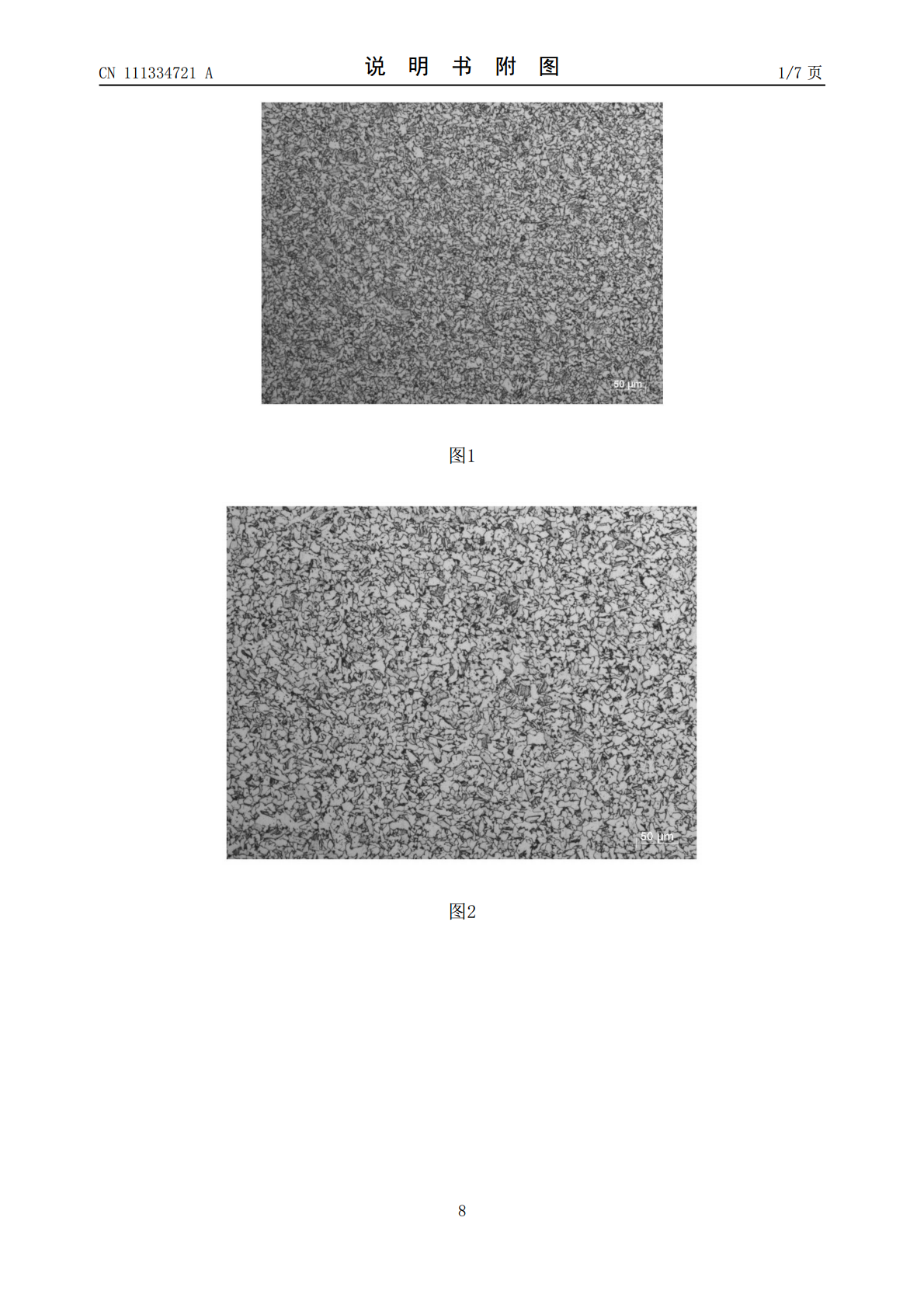
本发明涉及的一种正火轧制中厚船板钢及其消除带状组织的生产方法,包括以下步骤:连铸工序、正火轧制工序和加热工序,其中正火轧制工序为在加热炉加热后,船钢板生产过程采用2道次横向展宽,采用粗轧和精轧控制轧制,粗轧开轧温度≥1100℃,中间坯厚度采用2倍及以上成品厚度;精轧采用奥氏体未再结晶区大压下量轧制,二次开轧温度780~820℃,终轧温度720~770℃;通过调整C含量,降低Mn含量,控制S含量,降低连铸工序中的连铸坯一次带状组织和铸坯中心偏析,在钢板成分中加入Nb、V、Ti等合金元素,满足船板的机械性能要
低带状组织齿轮钢的轧制方法.pdf
本发明公开了一种低带状组织齿轮钢的轧制方法,它包括以下步骤:1)钢坯在三段式加热炉内加热;2)加热后的钢坯经过高压水除磷后依次进行粗轧,中轧,穿水冷却和精轧;3)精轧后的钢坯依次进行穿水冷却和风冷冷却;4)冷却后的圆钢经过剪切后缓慢冷却到200℃以下。本发明克服了传统的轧制工艺难以降低高端淬透性渗碳齿轮钢带状组织级别的生产工艺难点,使齿轮钢的带状组织的级别从传统轧制工艺的3.0级降低到1.0级以下,从而达到提高齿轮疲劳寿命的目的,本发明还具有工艺线路简单,生产成本低,可操作性强等特点。
一种通过加热工艺消除齿轮钢中带状组织的方法.pdf
本发明的实施例公开一种通过加热工艺消除齿轮钢中带状组织的方法,属于棒材轧钢的技术领域。所述方法采用精准加热的方法,使齿轮钢中带状组织消失,组织为均匀分布的铁素体+珠光体组织。具体来讲,需要先得到齿轮钢铸坯的偏析带宽度,然后对其奥氏体晶粒尺寸进行预测和计算,判断能使热轧后产生均匀分布的铁素体、珠光体组织所需要的奥氏体晶粒尺寸与铸坯枝晶合金元素偏析宽度的数量关系,制定抑制带状组织产生的加热工艺参数;通过ANSYS模拟计算齿轮钢铸坯在加热炉中的温度变化。本发明通过结合加热工艺和铸坯温度场来精准选择加热炉的加热工
正火对高强度船板钢组织性能的影响.pdf
第30卷第6期上海金属Vo1.30,No.6132008年l1月SHANGHAIMETALSNovember,2008正火对高强度船板钢组织性能的影响彭晟张恒华朱松鹤邵光杰许珞萍(上海大学材料科学与工程学院,上海200072)朱爱玲林国强尹雨群许俊贻(南京钢铁股份有限公司产品研发中心)【摘要】应用光学显微镜以及力学性能测试设备研究了高强度船板钢不同正火温度后的组织和性能。结果表明,正火钢的组织为多边形铁素体和珠光体,随着正火温度的提高,钢的屈服强度和抗拉强度下降,延伸率先提高后下降,正火钢的冲击韧性得到明
一种正火轧制生产韧性优良管线钢中厚板的方法.pdf
本发明涉及一种管线钢及其制造方法,特别是涉及一种正火轧制生产韧性优良管线钢中厚板的方法。其生产工艺为:将钢坯进行低温加热,加热温度为1120-1220℃,加热时间3-6小时。钢坯出炉后进行热轧,分两阶段进行轧制,中间进行待温,第一阶段纵轧过程保证单道次压下率大于15%,中间坯待温厚度≤成品厚度的2倍,第二阶段终止轧制温度为Ac3+(30~80)℃。轧后采用空气中自然冷却的方式到室温。优点在于,生产工艺简约,且钢板具有优良的低温韧性,-60℃V型缺口夏比冲击功稳定达到300J以上,-60℃落锤性能稳定达到8