
大型外轮廓突变截面环件近净复合轧制成形方法.pdf

俊凤****bb

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大型外轮廓突变截面环件近净复合轧制成形方法.pdf
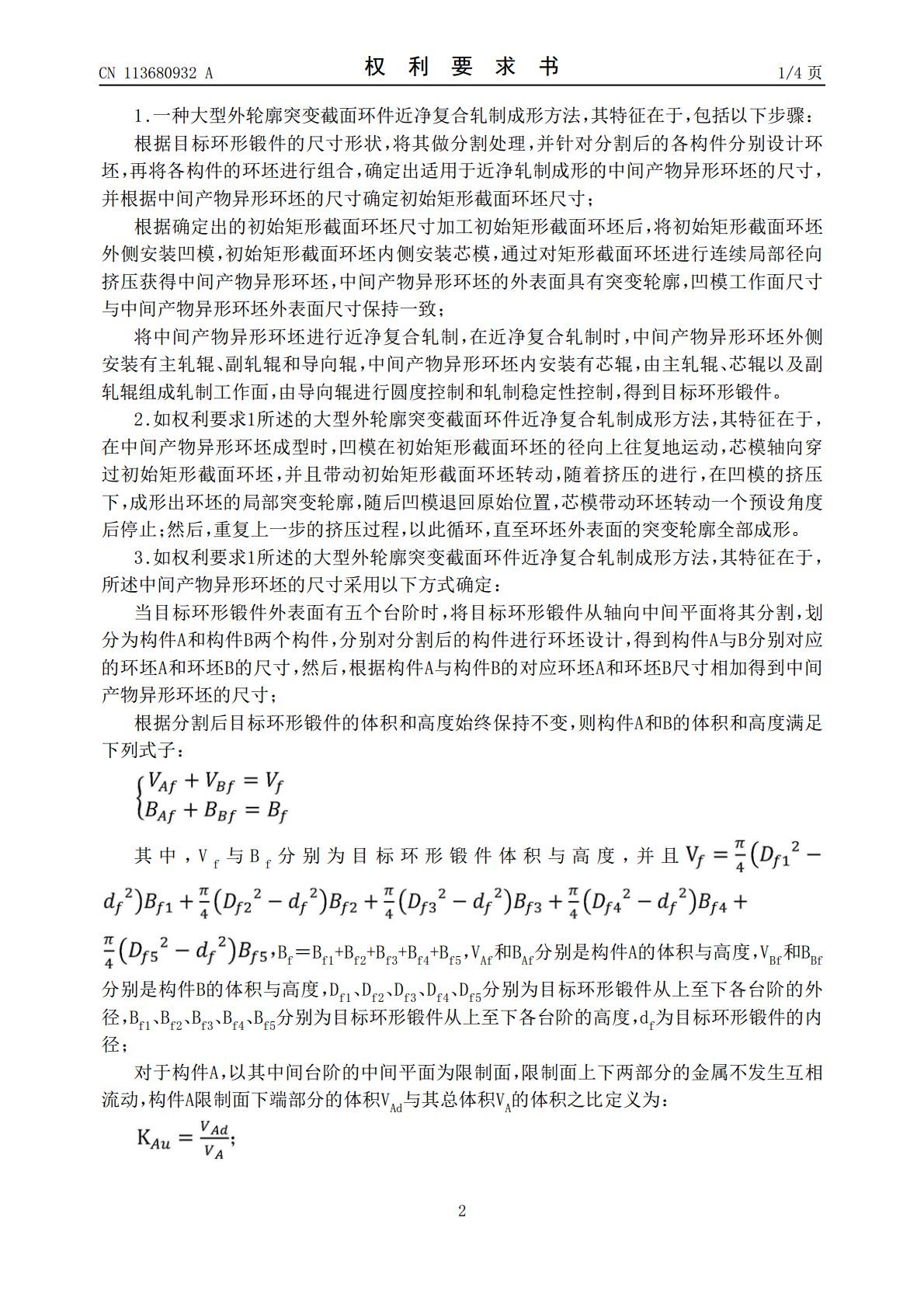
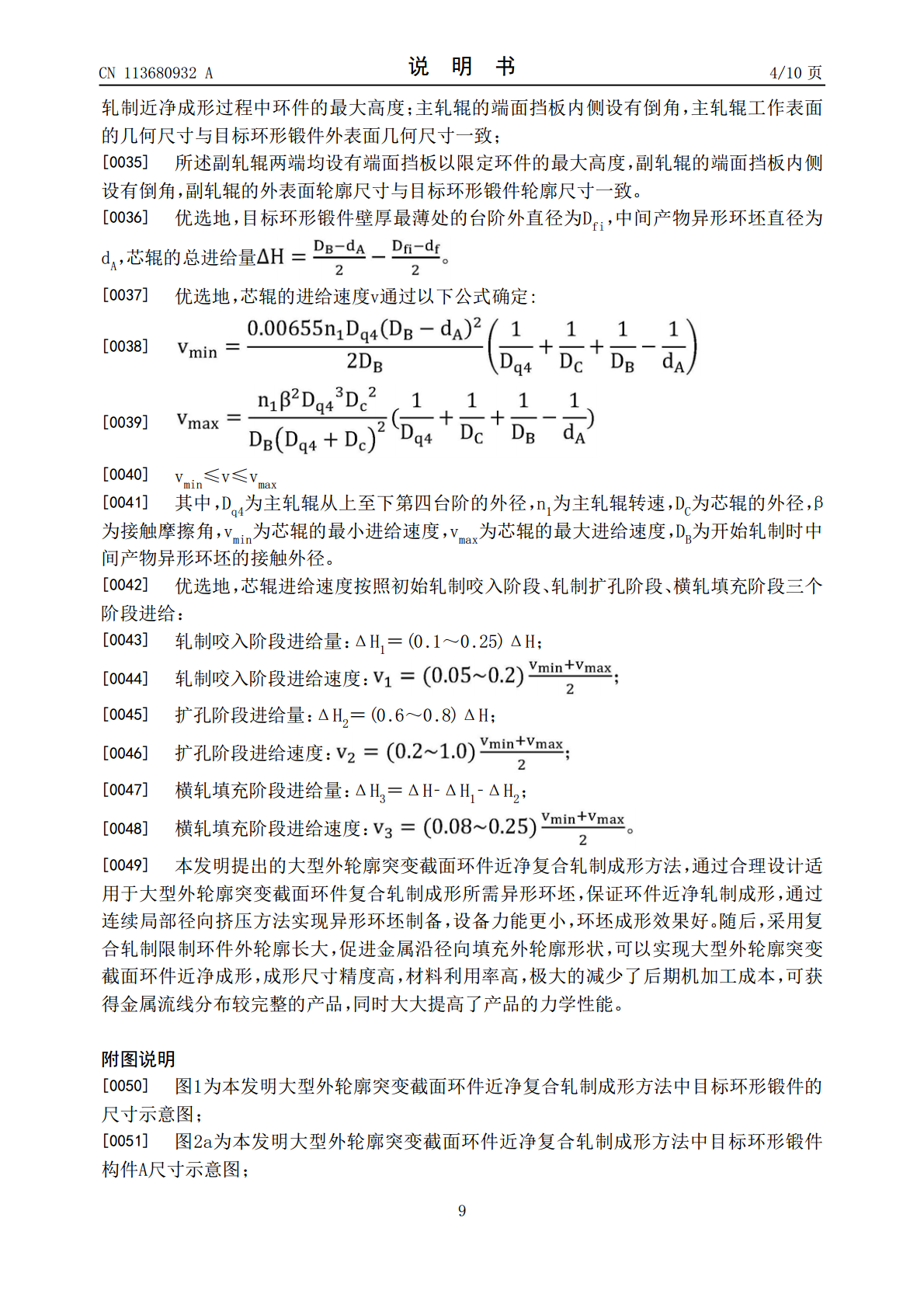
本发明公开了一种大型外轮廓突变截面环件近净复合轧制成形方法,包括以下步骤:根据目标环形锻件的尺寸形状,将其做分割处理,确定出中间产物异形环坯的尺寸;紧接着,确定初始矩形截面环坯尺寸,在加工出初始矩形截面环坯后,将初始矩形截面环坯外侧安装凹模,初始矩形截面环坯内侧安装芯模,通过对矩形截面环坯进行连续局部径向挤压获得中间产物异形环坯;将中间产物异形环坯进行近净复合轧制,在近净复合轧制时,中间产物异形环坯外侧安装有主轧辊、副轧辊和导向辊,中间产物异形环坯内安装有芯辊。本大型外轮廓突变截面环件近净复合轧制成形方法
大型内轮廓突变截面环件近净复合轧制成形方法.pdf
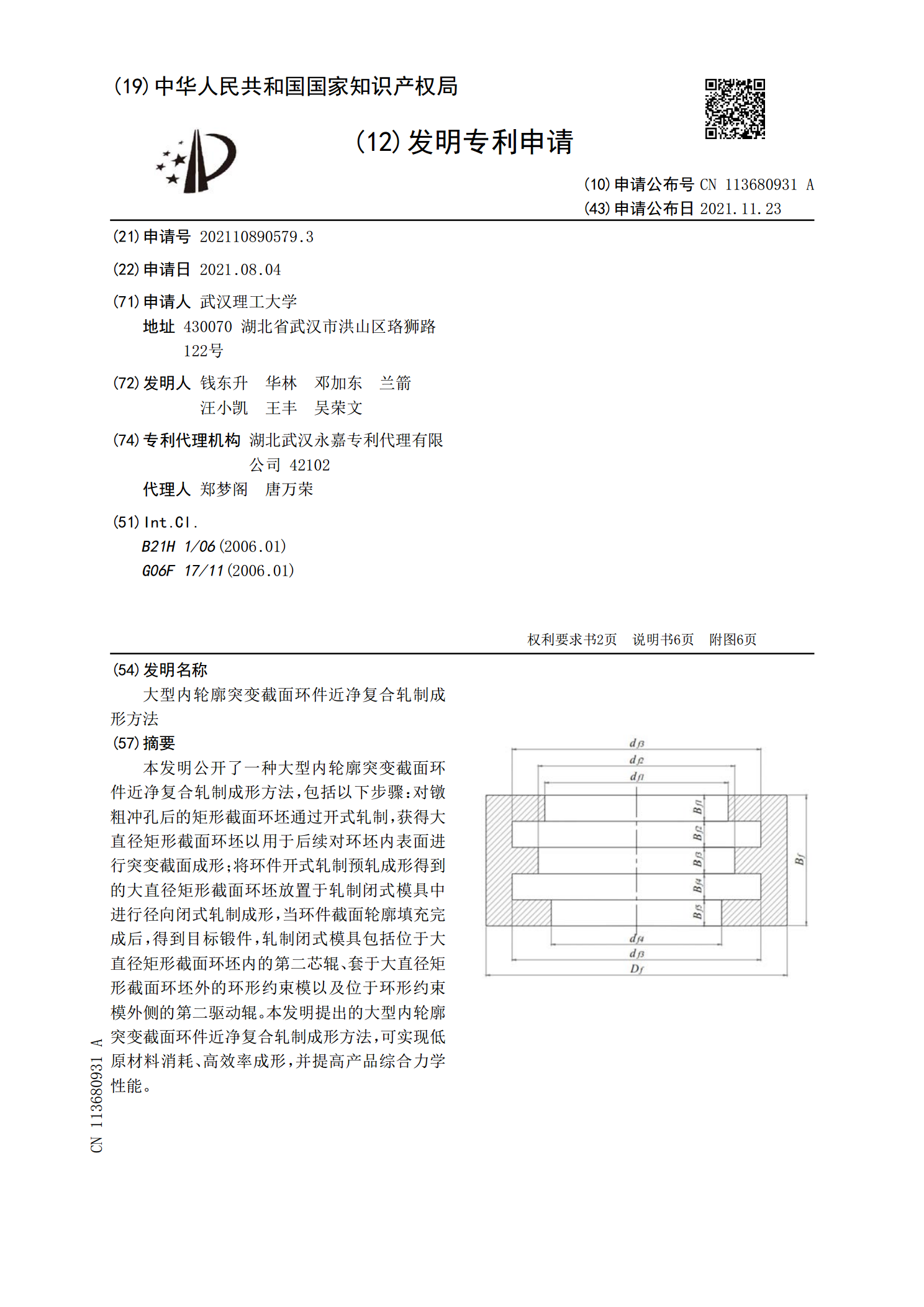
本发明公开了一种大型内轮廓突变截面环件近净复合轧制成形方法,包括以下步骤:对镦粗冲孔后的矩形截面环坯通过开式轧制,获得大直径矩形截面环坯以用于后续对环坯内表面进行突变截面成形;将环件开式轧制预轧成形得到的大直径矩形截面环坯放置于轧制闭式模具中进行径向闭式轧制成形,当环件截面轮廓填充完成后,得到目标锻件,轧制闭式模具包括位于大直径矩形截面环坯内的第二芯辊、套于大直径矩形截面环坯外的环形约束模以及位于环形约束模外侧的第二驱动辊。本发明提出的大型内轮廓突变截面环件近净复合轧制成形方法,可实现低原材料消耗、高效率
GH4169高温合金异截面大型环件液态模锻轧制复合成形方法.pdf
一种GH4169高温合金异截面大型环件液态模锻轧制复合成形方法,包括如下步骤:1)熔炼;2)液态模锻:将液态模锻模具固定于间接挤压铸造机上后,合金溶液定量浇注到液态模锻模具内,浇注温度1350-1400℃,加压速度35-40mm/s,充型时间1-6s,比压350-400MPa,并在该压力下保压35-90s,得到近终截面环坯;3)均匀化:近终截面环坯冷却至1150-1160℃时,保温20-30h,再升温至1180-1190℃,保温110-130h;4)余热等温轧制:均匀化后的近终截面环坯降温至1020-11

大型薄壁Y形环件轧制-旋压复合成形方法.pdf
本发明涉及一种大型薄壁Y形环件轧制‑旋压复合成形方法,包括以下步骤:S1、将环形毛坯置于轧制‑旋压复合成形装置内,所述环形顶板与约束模同轴安装,环形挡板安装在芯辊上,旋轮侧面与环形毛坯上端面紧密接触;S2、约束模带动环形毛坯、旋轮和芯辊绕自身轴旋转,芯辊沿环形毛坯径向进给,同时旋轮做进给运动,在芯辊、旋轮和约束模的共同作用下,环形毛坯发生连续局部塑性变形,变形分为三个阶段;S3、成形结束时,约束模停止转动,旋轮和芯辊脱离环件,环形顶板向上运动将成形的目标薄壁Y形环件从约束模中顶出。本发明通过轧制和多道次旋

薄壁环件截面轧制成形的方法及其设备.pdf
本发明公开了一种薄壁环件截面轧制成形的方法及其设备,它是将薄壁环件设在在沿圆周分布的轧制主动轮构成的圆周内,利用沿圆周均匀分布的进给轧制从动轮做径向进给运动实现对薄壁环件薄壁环件截面轧制成形。