
一种夜光手机背板生产工艺.pdf

一只****生物


1/7

2/7

3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种夜光手机背板生产工艺.pdf
本发明公开了一种夜光手机背板生产工艺,将转印模具中的目标纹理转印至平面壳体的外表面上,在平面壳体的目标纹理上形成镀膜层,在平面壳体的镀膜层上印刷夜光油墨层,在平面壳体的内表面和夜光油墨层上印刷高耐磨光固化油墨层,将平面壳体进行高压成型,将高压成型后的平面壳体加工成指定手机背板的形状。本发明通过在夜光油墨中添加长余辉发光材料代替传统的荧光颜料,利用长余辉材料的特性,可以将日光等光源的能量储存起来,夜晚再把储存的能量以光的形式慢慢释放出来,提升手机背板在夜间的视觉体验,满足用户审美要求,提升外观质量。
一种着色板材手机背板生产工艺.pdf
本发明公开了一种着色板材手机背板生产工艺,包括如下步骤:(1)着色板材制作;(2)将第一目标纹理转印至所述着色板材的外表面上形成第一纹理层,在所述第一纹理层上形成第一镀膜层;(3)将第二目标纹理转印至所述第一镀膜层上形成第二纹理层;(4)加压成型,形成手机背板毛坯;(5)在所述加压成型的手机背板毛坯外表面上形成第二镀膜层;(6)喷涂耐磨光固化油墨层;(7)CNC精雕,制成手机背板成品。本发明采用着色复合板材,通过两种不同纹理的拼接组合,以及覆盖的两层纳米光学镀膜,光线在不同纹理和镀膜中来回折射和反射,可以
一种液晶板材手机背板生产工艺.pdf
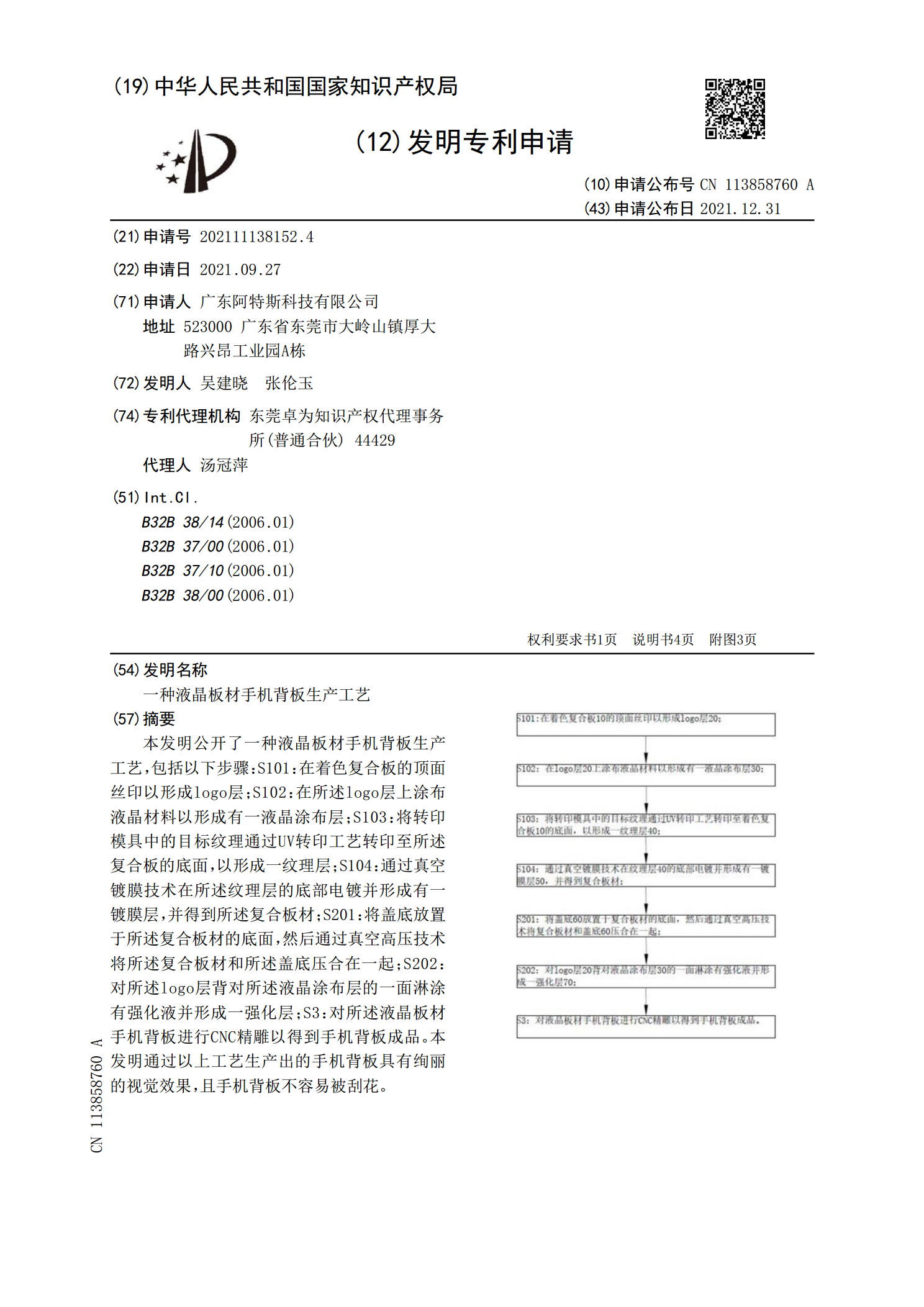
本发明公开了一种液晶板材手机背板生产工艺,包括以下步骤:S101:在着色复合板的顶面丝印以形成logo层;S102:在所述logo层上涂布液晶材料以形成有一液晶涂布层;S103:将转印模具中的目标纹理通过UV转印工艺转印至所述复合板的底面,以形成一纹理层;S104:通过真空镀膜技术在所述纹理层的底部电镀并形成有一镀膜层,并得到所述复合板材;S201:将盖底放置于所述复合板材的底面,然后通过真空高压技术将所述复合板材和所述盖底压合在一起;S202:对所述logo层背对所述液晶涂布层的一面淋涂有强化液并形成一

一种3D打印手机背板生产工艺.pdf
本发明公开了一种3D打印手机背板生产工艺,包括以下步骤:(1)将目标纹理转印至平面壳体的外表面上;(2)在平面壳体的目标纹理上形成镀膜层;(3)在镀膜层上形成盖底油墨层;(4)高压成型,形成手机背板毛坯;(5)在手机背板毛坯的外表面进行3D打印处理形成图案,采用3D打印设备将至少一层哑光油墨打印在手机背板毛坯的外表面;(6)CNC精雕,制成手机背板成品。本发明通过在哑光油墨添加多孔二氧化硅和石墨烯,其表面张力较小,油墨组分之间相容性好,流畅性好,具有良好的3D打印性能;其比表面积较大、光线折射和反射层次感

一种氧化锆陶瓷手机背板及其生产工艺.pdf
本发明涉及手机背板技术领域,尤其是一种氧化锆陶瓷手机背板,包括手机背板本体,所述手机背板本体外表面上固定设有布纹膜,所述手机背板本体远离布纹膜的侧面上设有散热装置,所述散热装置包括多个圆形的凹槽,多个所述凹槽开设有在手机背板本体上,所述凹槽内部固定设有蜂窝状的格栅,所述散热装置上方的手机背板本体上贯穿开设有摄像头预留孔。本发明还提供了一种氧化锆陶瓷手机背板的生产工艺。本发明生产的氧化锆陶瓷手机背板尺寸精确,内部结构均匀,生产效率高,并且布纹膜能够增加手机背板与手之间的摩擦力,能够吸收手汗,防止手滑情况导致