
低压铸造工艺设计毕业论文.docx

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共41页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

低压铸造工艺设计毕业论文.docx
摘要本文运用反重力铸造技术—低压铸造来对铝合金铸件带轮的铸造工艺进行方案设计,包括分型面、浇注位置的选择、各项铸造工艺参数的确定以及浇注系统的设计。根据铸件形状较复杂的特点,在进行实验浇注时设计了两个浇注方案即两个内浇道或者一个内浇道,并同时进行调压和重力铸造浇注,以方便比较。根据实际零件建立了铸件的三维模型,并用View-cast铸造模拟软件对铝合金铸件带轮的充型过程进行了模拟计算。模拟结果显示,充型过程平稳,没有明显的液相起伏、飞溅。根据数值模拟结果并结合理论分析,铸件中没有缩孔、缩

基于CADCAE的壳体铸件低压铸造工艺设计.ppt
材料成型CAD/CAE/CAM作业摘要引言正文1.2铸件结构分析图1为该壳体铸件的Pro/E三维实体造型。外形尺寸约为320mmx190mm×150mm该零件结构复杂最小壁厚为8mm法兰台较多左边有一斜侧法兰有3个方向的斜度给工艺工装设计带来一定的难度。右边耳轴为明显局部厚大部位厚达20mm因此造成了壁厚的不均匀性。通过以上分析发现由于该壳体是一种尺寸精度要求高、形状复杂、受力大、可靠性要求较高的铸件故选用金属型低压铸造工艺。图l壳体铸件的Pro/E三维实体造型2工艺方案CAD设计2.1

基于CADCAE的壳体铸件低压铸造工艺设计.ppt
材料成型CAD/CAE/CAM作业摘要引言正文1.2铸件结构分析图1为该壳体铸件的Pro/E三维实体造型。外形尺寸约为320mmx190mm×150mm,该零件结构复杂,最小壁厚为8mm,法兰台较多,左边有一斜侧法兰,有3个方向的斜度,给工艺工装设计带来一定的难度。右边耳轴为明显局部厚大部位,厚达20mm,因此造成了壁厚的不均匀性。通过以上分析,发现由于该壳体是一种尺寸精度要求高、形状复杂、受力大、可靠性要求较高的铸件,故选用金属型低压铸造工艺。图l壳体铸件的Pro/E三维实体造型2工艺方案CAD设计2.

低压铸造工艺试验.docx
低压铸造工艺试验低压铸造工艺试验摘要:低压铸造是一种重要的金属铸造工艺,具有减少气孔、提高铸件质量和减少生产成本的优势。本论文通过对低压铸造工艺进行试验研究,探讨了铸造工艺参数对铸件质量的影响,并优化了低压铸造工艺参数,提高了铸件的密度和力学性能。关键词:低压铸造,工艺参数,铸件质量,密度,力学性能1.引言低压铸造是一种通过在铸造过程中施加一定的压力来填充金属熔体的铸造工艺。与传统的高压铸造相比,低压铸造具有气孔少、尺寸精度高和铸件质量稳定等优点,因此在航空航天、汽车制造等领域得到广泛应用。然而,低压铸造
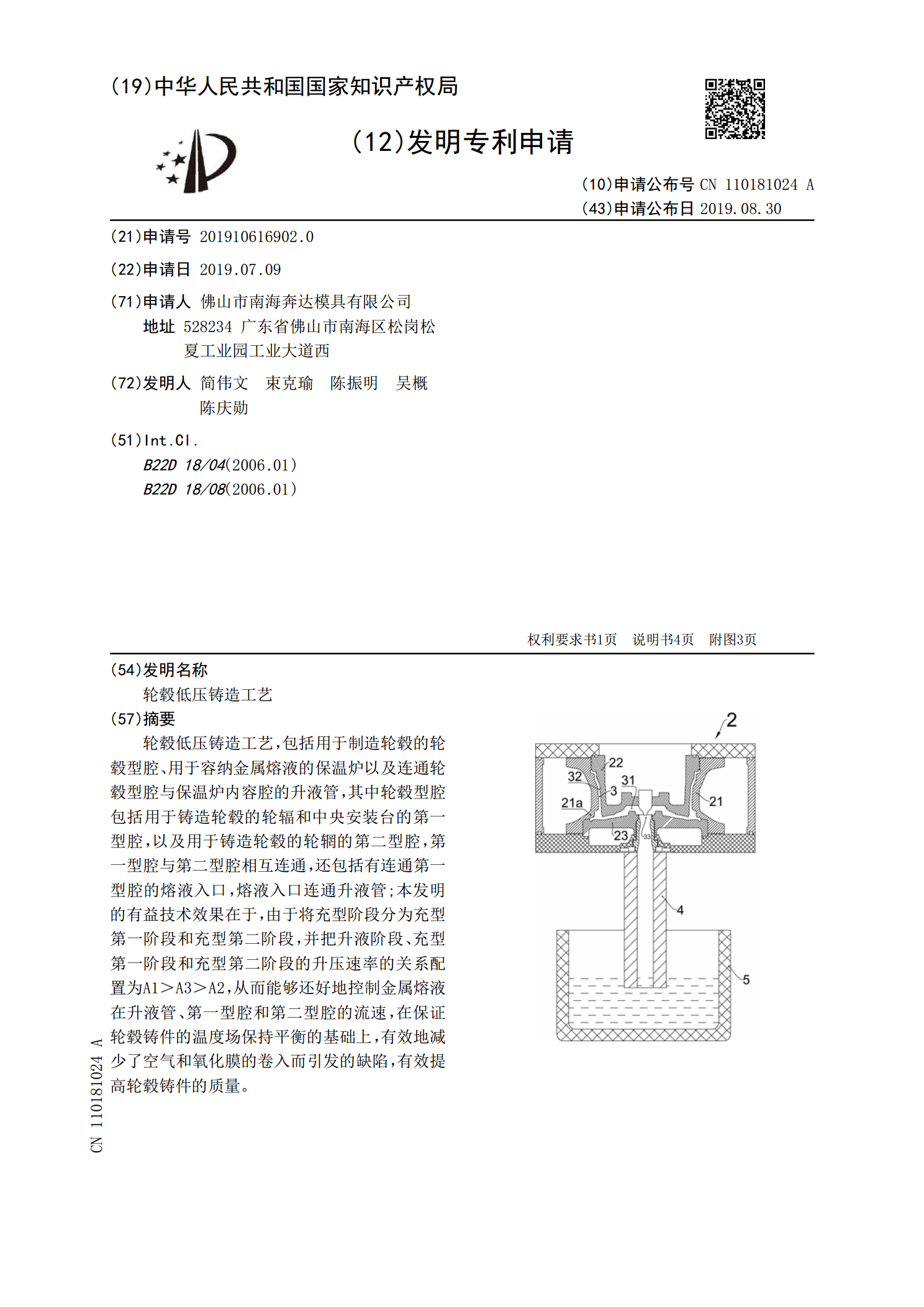
轮毂低压铸造工艺.pdf
轮毂低压铸造工艺,包括用于制造轮毂的轮毂型腔、用于容纳金属熔液的保温炉以及连通轮毂型腔与保温炉内容腔的升液管,其中轮毂型腔包括用于铸造轮毂的轮辐和中央安装台的第一型腔,以及用于铸造轮毂的轮辋的第二型腔,第一型腔与第二型腔相互连通,还包括有连通第一型腔的熔液入口,熔液入口连通升液管;本发明的有益技术效果在于,由于将充型阶段分为充型第一阶段和充型第二阶段,并把升液阶段、充型第一阶段和充型第二阶段的升压速率的关系配置为A1>A3>A2,从而能够还好地控制金属熔液在升液管、第一型腔和第二型腔的流速,在保证轮毂铸件