
一种铝钢复合型材及其加工工艺.pdf

一吃****瀚文


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝钢复合型材及其加工工艺.pdf
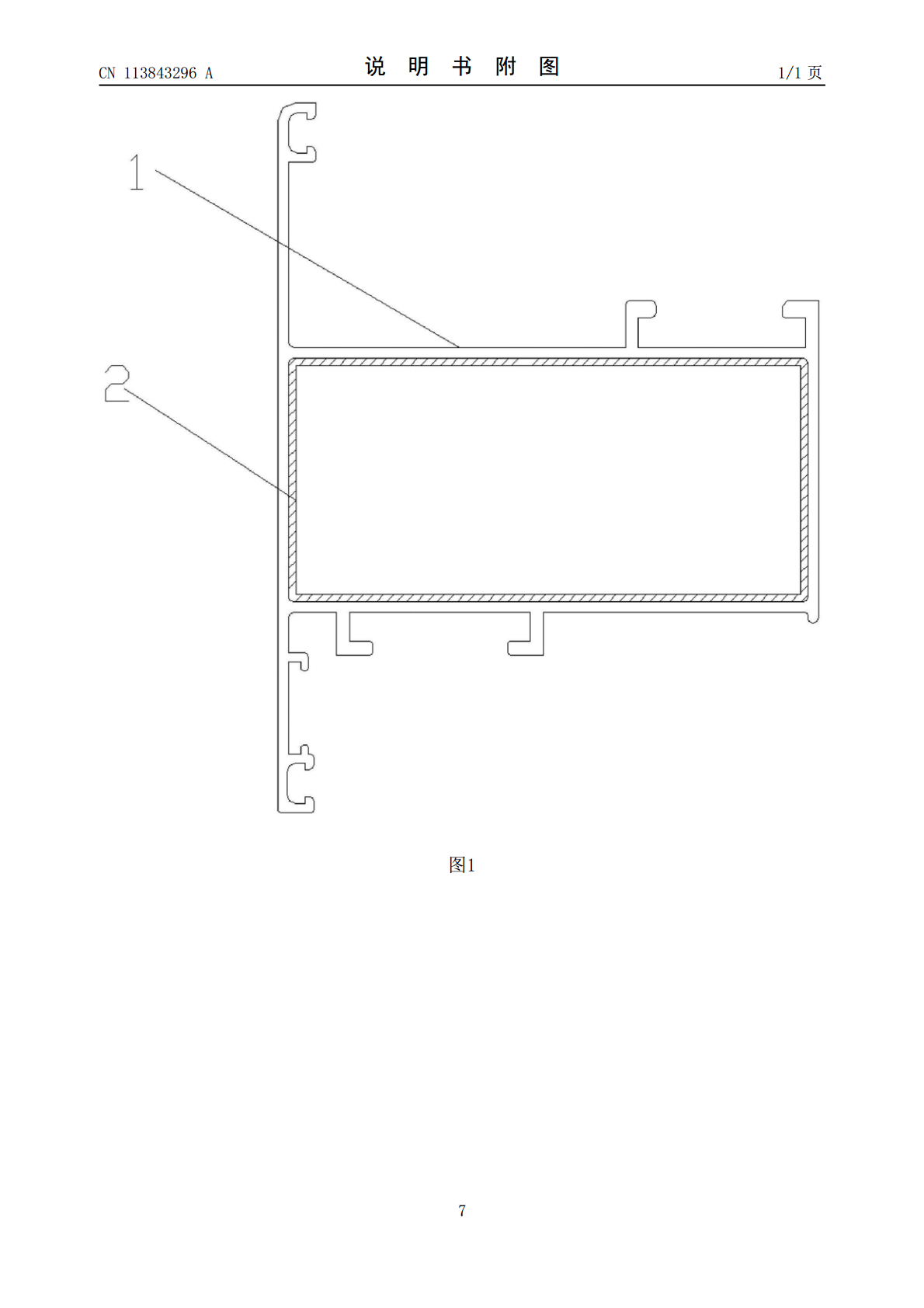
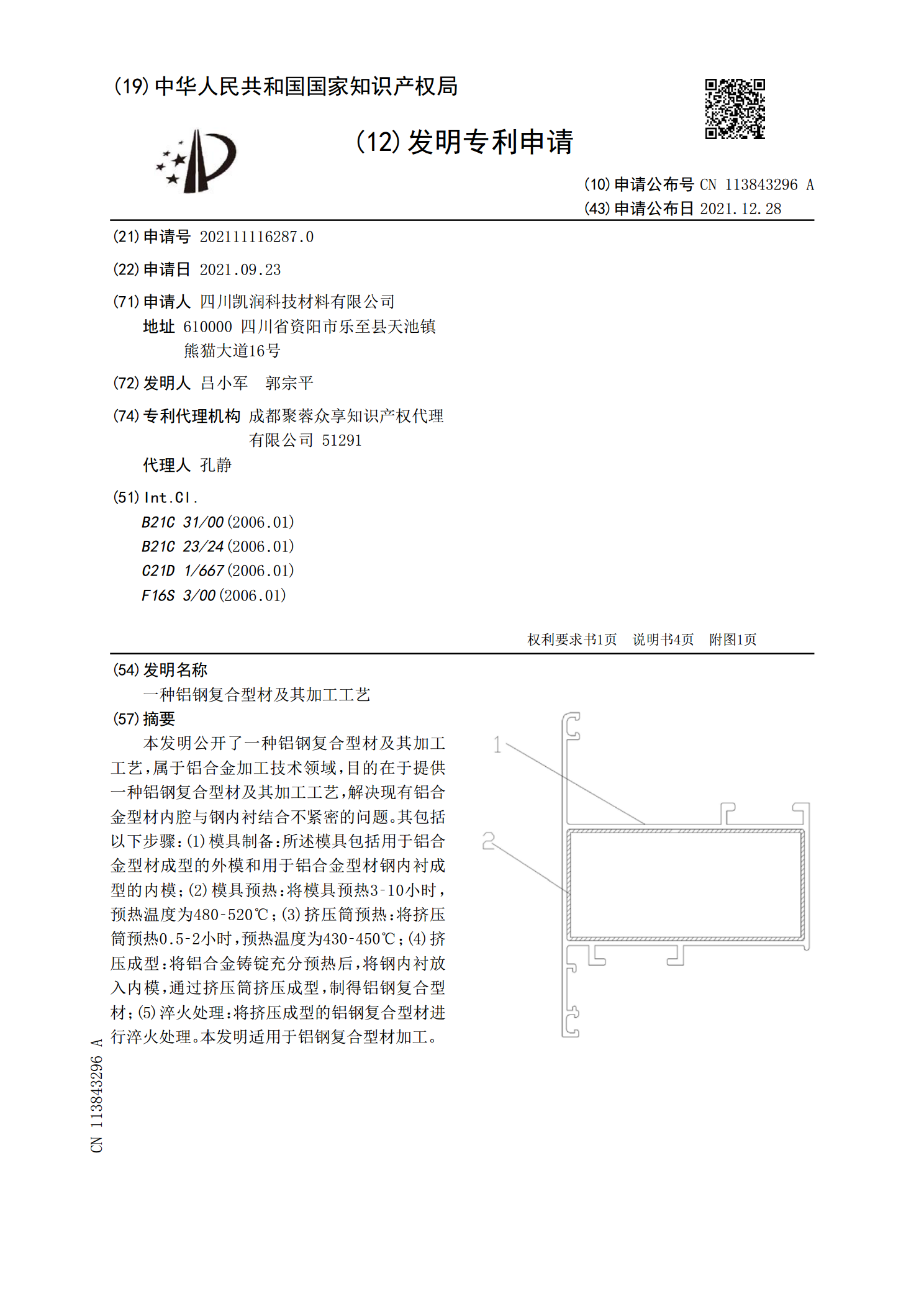
本发明公开了一种铝钢复合型材及其加工工艺,属于铝合金加工技术领域,目的在于提供一种铝钢复合型材及其加工工艺,解决现有铝合金型材内腔与钢内衬结合不紧密的问题。其包括以下步骤:(1)模具制备:所述模具包括用于铝合金型材成型的外模和用于铝合金型材钢内衬成型的内模;(2)模具预热:将模具预热3‑10小时,预热温度为480‑520℃;(3)挤压筒预热:将挤压筒预热0.5‑2小时,预热温度为430‑450℃;(4)挤压成型:将铝合金铸锭充分预热后,将钢内衬放入内模,通过挤压筒挤压成型,制得铝钢复合型材;(5)淬火处理
一种钢铝复合钢材及其加工方法.pdf
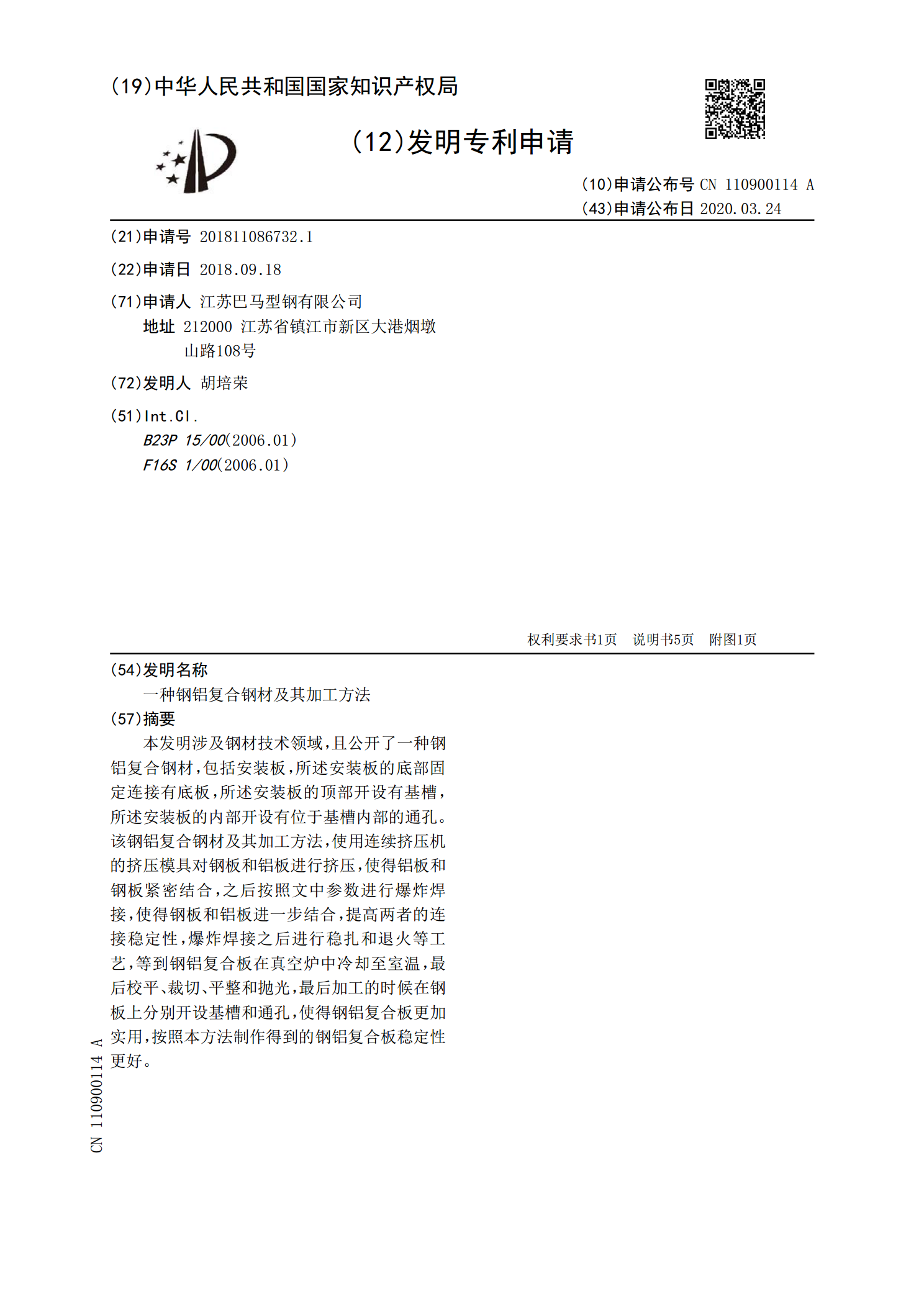
本发明涉及钢材技术领域,且公开了一种钢铝复合钢材,包括安装板,所述安装板的底部固定连接有底板,所述安装板的顶部开设有基槽,所述安装板的内部开设有位于基槽内部的通孔。该钢铝复合钢材及其加工方法,使用连续挤压机的挤压模具对钢板和铝板进行挤压,使得铝板和钢板紧密结合,之后按照文中参数进行爆炸焊接,使得钢板和铝板进一步结合,提高两者的连接稳定性,爆炸焊接之后进行稳扎和退火等工艺,等到钢铝复合板在真空炉中冷却至室温,最后校平、裁切、平整和抛光,最后加工的时候在钢板上分别开设基槽和通孔,使得钢铝复合板更加实用,按照本
一种铝钢复合板材及其复合工艺.pdf
本发明公开了一种铝钢复合板材,其中一层所述铝合金板材复合在钢板基层的上表面,另一层所述铝合金板材复合在钢板基层的下表面。本发明还公开了一种铝钢复合板材的复合工艺,包括如下步骤:将低碳钢板与铝合金板材置于300‑450摄氏度的环境中进行加热处理3‑6min,将加热后的低碳钢板与铝合金板材按照其实际要求状叠放在一起,并置于水平的工作台面上,在其上表面放置压制滚轮,再次将铝钢复合板材毛坯置于200‑300摄氏度的环境中进行热处理,然后对其进行切边整形以及表面处理。本发明能够将各板层进行软化,并使其融为一复合整体

一种铝基复合材料及其加工工艺.pdf
本发明提供一种铝基复合材料及其加工工艺,按照质量百分比,包括:以不饱和聚酯树脂或环氧树脂为基体:25%-40%;玻璃纤维或碳纤维:1%-15%;微玻璃球或氧化铝球:5%~15%;铝粉或铝合金粉末:40%-60%。本发明提供的铝基复合材料,具有很高的比强度、比模量,该铝基复合材料形成的结构件密度小(密度为1.5g\cc),打磨效果表面细致,耐冲击(10轮大卡车辗压和15M四楼摔落,毫无破损),且电表测定,完全绝缘。

一种钢铝复合接触轨成型工艺.pdf
本发明公开了一种钢铝复合接触轨成型设备的生产线工艺,本工艺所涉及到的生产设备包括工作平台、工件定位、导向轮组、侧压机构、铆合机构及定位系统等。固定工作台的侧面设有齿轮齿条及伺服电机带动移动工作台行走,两侧有直线导轨与移动工作台相连;移动工作台上承载多种执行机构,如导向轮组、侧压机构、铆合机构及视频定位系统,其前后各一台导向轮组,用于在工件复合作业时保证工件的横向定位精度;工件定位由起始端固定式定位、终端活动式定位组成,用于型材复合前的定位及锁紧;侧压机构在侧翼贴合机构、压力贴合组件的配合下有使铝型材变形与