
一种轴承钢LF精炼过程造白渣的方法.pdf

元枫****文章


1/5
2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轴承钢LF精炼过程造白渣的方法.pdf
本发明公开了一种轴承钢LF精炼过程造白渣的方法,涉及钢铁生产技术领域,基于轴承钢对超纯净的要求,对轴承钢LF脱氧精炼过程进行工艺细节上优化,针对轴承钢70分钟LF精炼造渣进行了前20分钟的优化,便于实现快速脱氧、造白渣、供电气氛保护,达到降低轴承钢氧含量的目的,防止钢液增氮及二次氧化,缩减轴承钢LF精炼时间。

一种新型LF精炼炉造白渣的方法.pdf
本发明公开了一种新型LF精炼炉造白渣的方法。该方法为:LF精炼下电极引弧成功后,先向钢水中加入2.0~4.0kg/t钢的钙铝球,加入后精炼1~2min后,向钢水中再加入石灰渣料,加入量控制在在6~10.0kg/t钢;然后待精炼1~5min向钢包内里面加入1.0~3.0kg/t钢的含Al2O3的辅料,以进一步提高化渣速度。本发明造渣方法的有益效果是,可以在短时间内确保炉渣快速变白、炉渣成分指标符合低熔点渣系吸附夹杂物要求,节约其它渣料加入量,成本低廉,同时可以缩短冶炼时间。?
一种LF炉快速造白渣方法.pdf
本发明提供了一种LF炉快速造白渣方法,涉及炼钢精炼技术领域,包括以下步骤:组织出钢、捞渣机捞渣、加入造渣材料、快速化渣、打铝粒、保持白渣、喂线钙化和电磁搅拌;本发明在出钢脱氧合金化后,采用捞渣机把低碱度、高氧化性渣子大部分捞出,然后加入造渣材料造渣,从而快速造出高碱度、低氧化性还原白渣,加速LF炉造白渣效率,提高LF精炼炉脱硫、去气、去夹杂物的效果,提升产品质量,且本发明在加速LF炉造白渣效率的同时,即可有效缩短LF精炼炉送电时间,节约造渣材料和脱氧材料,减少电耗,达到降低生产成本目的,同时,本发明的精炼
一种提高轴承钢LF精炼过程脱硫率的方法.pdf
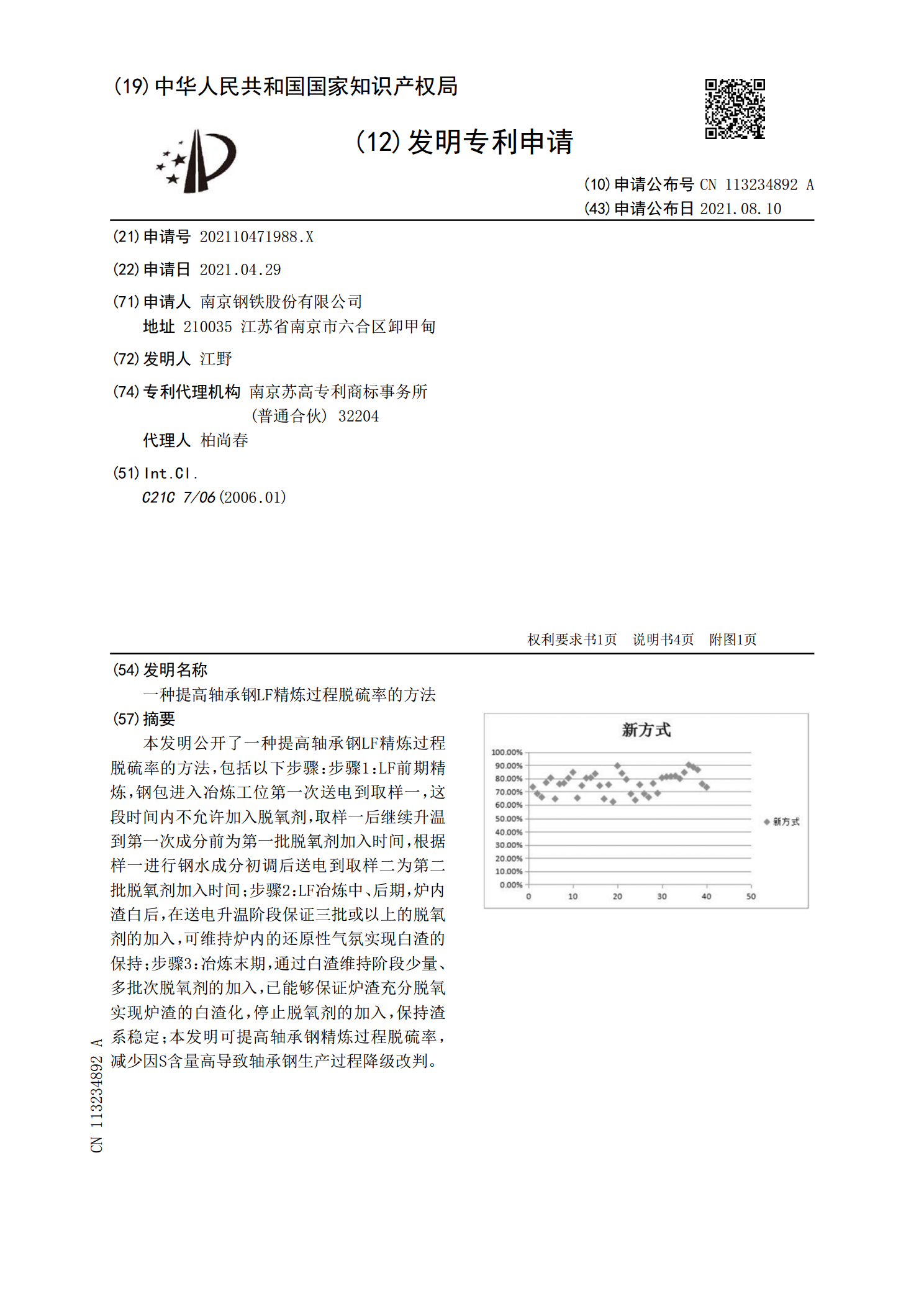
本发明公开了一种提高轴承钢LF精炼过程脱硫率的方法,包括以下步骤:步骤1:LF前期精炼,钢包进入冶炼工位第一次送电到取样一,这段时间内不允许加入脱氧剂,取样一后继续升温到第一次成分前为第一批脱氧剂加入时间,根据样一进行钢水成分初调后送电到取样二为第二批脱氧剂加入时间;步骤2:LF冶炼中、后期,炉内渣白后,在送电升温阶段保证三批或以上的脱氧剂的加入,可维持炉内的还原性气氛实现白渣的保持;步骤3:冶炼末期,通过白渣维持阶段少量、多批次脱氧剂的加入,已能够保证炉渣充分脱氧实现炉渣的白渣化,停止脱氧剂的加入,保持

LF精炼炉用白渣精炼剂及其制备方法.pdf
本发明涉及一种LF精炼炉用白渣精炼剂,属于炼钢技术领域,特别是LF精炼炉钢包渣改性处理技术领域。本发明的目的在于:提供一种成本低且吸附夹杂物的能力强的白渣精炼剂。本发明LF精炼炉用白渣精炼剂,其特征在于:由下述重量配比的组分组成:电石40~50%;萤石8~14%;石灰石24~30%;铝矾土4-6%;白云石4~12%。本发明白渣精炼剂成本低,且适用范围更加广泛,如适用于非Al脱氧钢(对铝含量严格控制的钢种)。加入LF炉后,能起到快速脱氧造白渣,能达到使钢包渣中FeO+MnO≤1.5%,以满足高级别钢种的冶炼